




¿Es la Photon S una impresora 3D SLA fiable? Lee nuestro análisis de la Anycubic Photon S para saber qué esperar en cuanto a características, especificaciones, calidad de impresión y mucho más.
Recientemente hemos recibido la impresora de resina Anycubic Photon S para probarla. Se trata de una versión actualizada y mejorada de la popular impresora LCD Photon.


Hace tiempo que Anycubic se ha consolidado como una marca de impresoras fiables, sencillas y económicas que valen su dinero al 100%. La primera Photon fue inmensamente popular no sólo como impresora doméstica para bricoladores y entusiastas, sino que incluso podía realizar tareas profesionales para joyeros o dentistas.
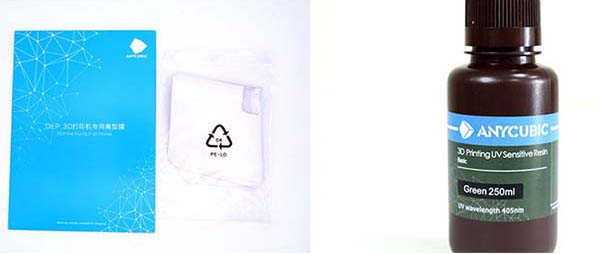
Al igual que su predecesora, la Photon S viene en una pequeña caja lista para trabajar. Incluye llaves hexagonales, un destornillador pequeño, algunos tornillos de repuesto, guantes de goma, una mascarilla, una memoria USB, una espátula de plástico, filtros de resina, una película FEP de repuesto para la bañera y una botella de 250 ml de resina verde Anycubic.



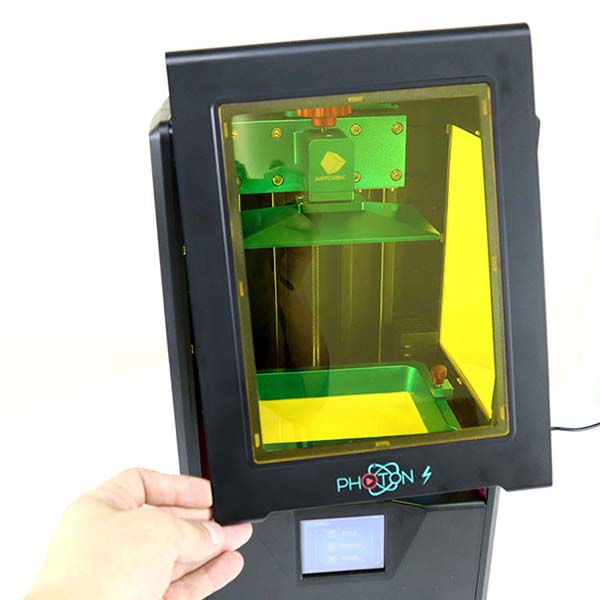
Al sacar la impresora de la caja, vemos inmediatamente la primera diferencia. La Photon S está hecha de plástico.

Dudosa mejora, para Photon era metálico. Parece que el plástico es de alta calidad y agradable al tacto, pero le falta claramente rigidez. La impresora parece demasiado ligera y endeble. La tapa en general tiembla y parece que con un movimiento descuidado, simplemente se puede romper.

Bueno, vale, en cualquier caso no deberías dejar caer o golpear la impresora. Y si la manejas con cuidado, no debería romperse nada.
Las ventanas de la impresora se han hecho más grandes, es conveniente, aunque todo lo que se necesita era visible antes.

El asa ha desaparecido en la parte delantera, la tapa ahora se abre detrás del saliente en la parte inferior. Esto no es ni malo ni bueno, sólo un poco diferente.

También faltaban las asas laterales. Al parecer, Anycubic decidió que, como la impresora es ahora más ligera, se puede levantar sin asas.

Todos los conectores y botones permanecen en su sitio. En la parte trasera está el conector para conectar la fuente de alimentación, aquí es de 12 voltios y 6 amperios. A la derecha hay un botón de encendido / apagado y un puerto USB para una unidad flash.

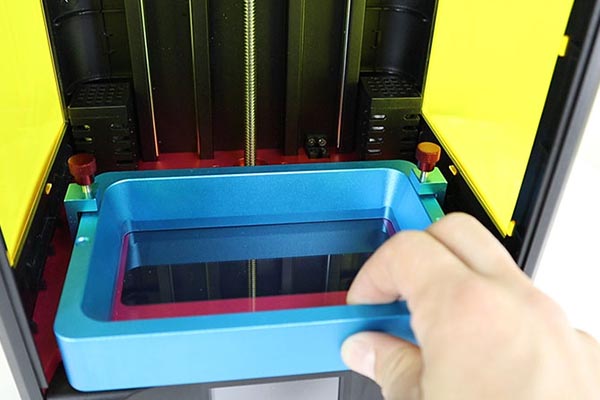
El baño de resina tampoco ha cambiado. Se fija en la impresora con dos tornillos.

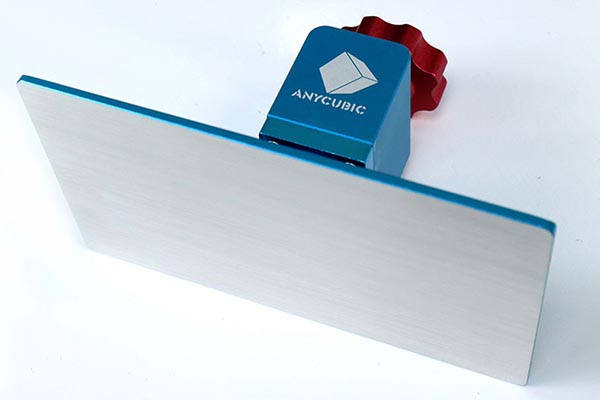
La plataforma de impresión ha cambiado ligeramente. La parte inferior ahora no está anodizada, y la superficie se ha vuelto un poco rugosa, esto debería mejorar la adherencia de las piezas a la plataforma.
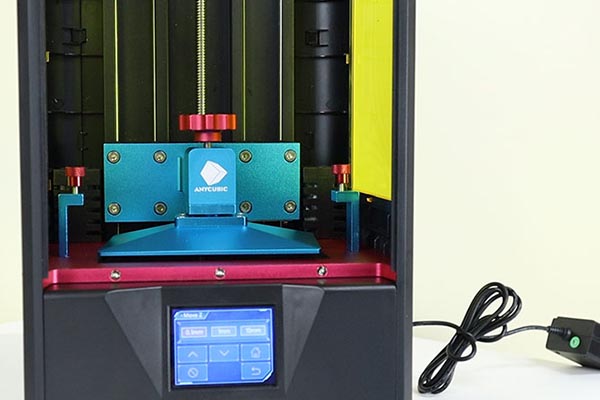
La siguiente diferencia obvia son, por supuesto, los dos raíles del eje Z a los lados del eje helicoidal. Esta mejora debería proporcionar un movimiento Z más estable y evitar posibles tambaleos. Aunque todo funcionaba bastante bien en la primera versión.

En el mismo lugar, apareció un segundo filtro de aire en la pared trasera. Ahora están en ambos lados y deberían limpiar mejor el aire que sale de la impresora. De nuevo, esto tampoco ha sido un gran problema antes.
Y el último cambio obvio es que la interfaz de la pantalla táctil LCD ha cambiado ligeramente. Por cierto, funciona a la perfección. La respuesta es buena. Toda la funcionalidad necesaria está presente.

De los cambios poco evidentes, pero muy importantes, cabe destacar el nuevo proyector UV. Antes era un pequeño panel con 4 diodos. Ahora es toda una matriz con 28 diodos sobre los que se instalan lentes. La potencia del foco ha aumentado de 40 a 50 vatios. Esta mejora debería proporcionar una exposición más uniforme de la resina y reducir ligeramente el tiempo de exposición.

La resolución de la pantalla LCD sigue siendo la misma, 2560 por 1440 píxeles. La pantalla en sí es pequeña y el tamaño de cada píxel es de solo 47 micrómetros.

El área de impresión a lo largo de los ejes X e Y tampoco ha cambiado, 115mm por 65mm. Pero el eje Z ha aumentado, y ahora se pueden imprimir modelos con una altura de 165mm en lugar de los 155mm de la primera Photon.

Para empezar a imprimir, basta con calibrar la plataforma de impresión. Esto se hace de forma similar a la primera Photon y a la mayoría de impresoras similares. Desatornillamos los tornillos que sujetan la bañera y la retiramos.
Con el hexágono del kit de arriba, afloja el tornillo que fija la plataforma para que pueda moverse.

Después de eso, a través del menú de la impresora, vaya a Herramientas – Mover Z y pulse el botón de inicio. El eje baja hasta el final de carrera óptico, que está en la parte inferior y se detiene a pocos milímetros de la pantalla LCD.
Colocamos un trozo de papel sobre la pantalla y bajamos con cuidado la plataforma, primero un milímetro, luego una décima de milímetro. Hasta que el trozo de papel entre la plataforma y la pantalla empiece a moverse con poca resistencia. Presionamos suavemente la plataforma contra el trozo de papel y apretamos el tornillo de fijación.

Ahora tienes que volver al menú Herramientas y pulsar el botón Z = 0.

A partir de este momento, la plataforma queda paralela a la pantalla y la impresora sabe a qué altura está su punto cero. Calibración completada. Ya puedes verter la resina y empezar a imprimir. Recuerda agitar la botella antes de hacerlo.

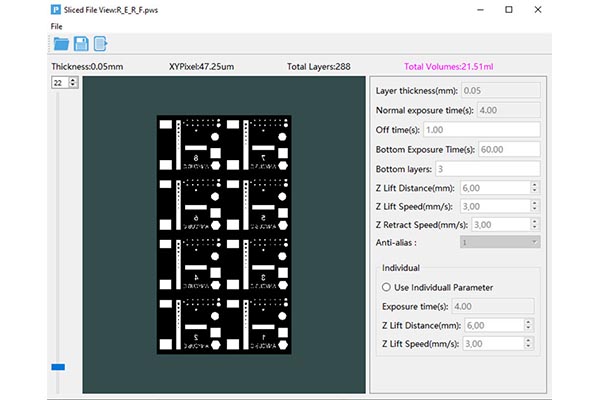
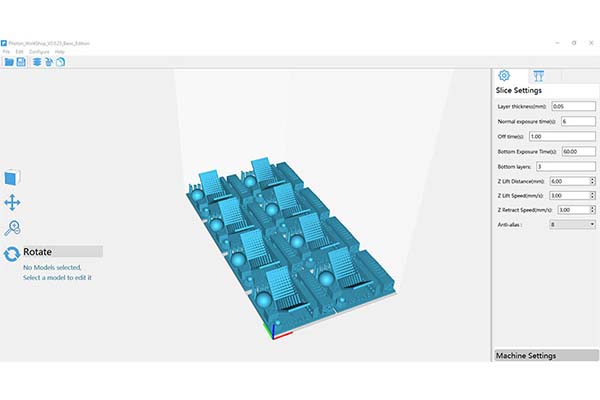
Anycubic ofrece su cortador Photon WorkShop para preparar los modelos para la impresión.
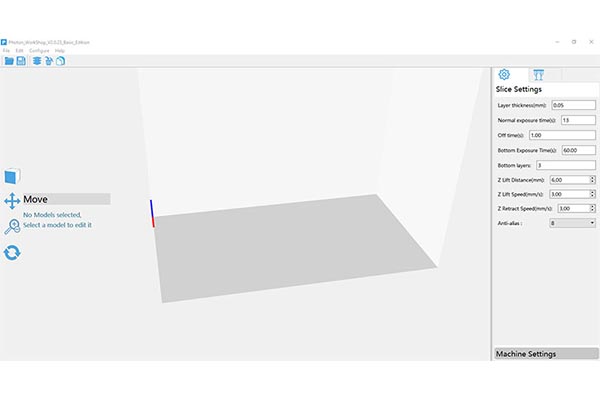
No puedo decir que sea un lenguaje cómodo y multifuncional. Sólo hay lo esencial. Los ajustes de impresión e impresora son mínimos, pero suficientes. La capacidad de crear perfiles de impresión para diferentes resinas y capas es muy escasa. Hay que memorizarlos o anotarlos en algún sitio. Este problema se resuelve en parte por el hecho de que los fotones son muy populares, y hay tablas ya hechas con los parámetros de impresión para diferentes tipos de resinas en Internet.
https://docs.google.com/spreadsheets/d/1crvzMnt_8NJXAsABinoIhcOjE8l3h7s0L82Zlh1vkL8/edit#gid=0
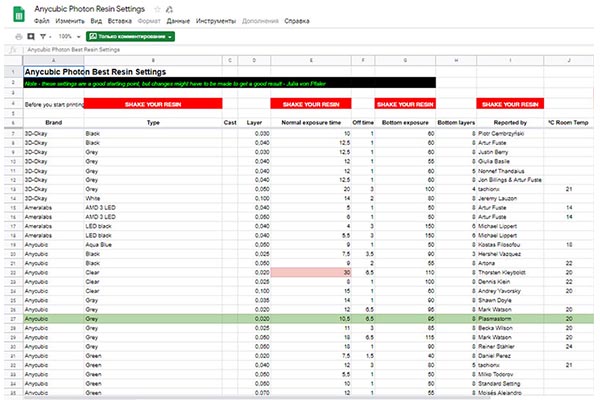
Estas tablas están, por supuesto, hechas para la primera versión de la impresora, pero los parámetros son adecuados para la Photon S como valores de referencia.
En caso de que la resina requerida no se encuentre en la tabla, o si desea seleccionar los parámetros usted mismo, el último firmware tiene una prueba de tiempo de exposición muy conveniente, pero más sobre esto más adelante.
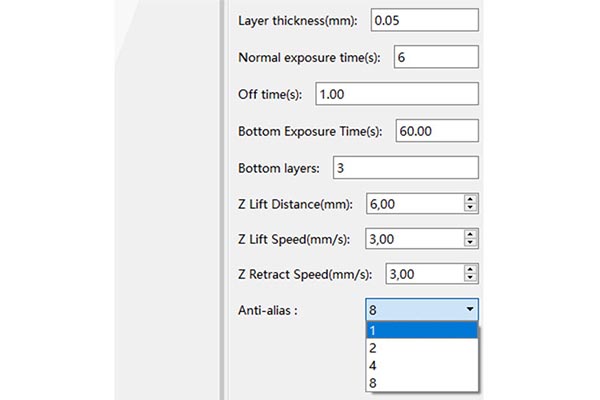
Curiosamente, es posible utilizar el antialiasing. Esta función debería suavizar la superficie del modelo, eliminando la aparición de pixelado en pantalla. Intentaremos comprobarlo en las pruebas.
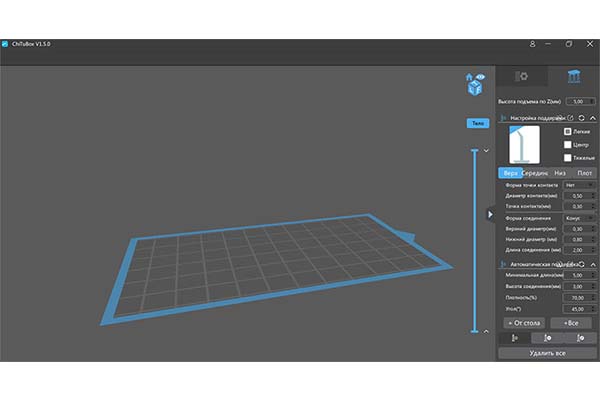
Los ajustes de los soportes son flexibles, su interfaz es muy similar a la de la cortadora Chitubox. Puede cambiar por separado los parámetros de las distintas secciones de soportes: balsa, inferior, media y superior. Y se puede elegir entre tres preajustes ya preparados: ligero, medio y pesado. En el modo automático, los soportes se colocan mal, es imprescindible comprobarlos y editarlos manualmente.
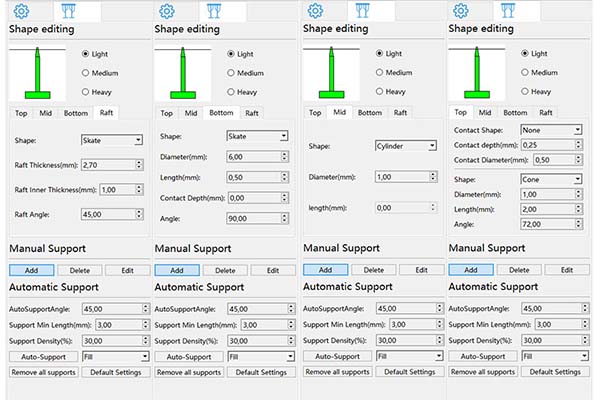
Como último recurso, siempre se puede preparar el modelo y organizar el soporte en Chitubox, guardar como STL., Y utilizar Photon Workshop sólo para cortar el modelo en capas.
Con el firmware de fábrica, era posible cortar modelos directamente en Chitubox, guarda un archivo en formato * .photons. Pero después de instalar el último firmware en la impresora, la impresora dejó de ver este tipo de archivos, sólo * .pws
Para la resina que viene con la impresora, los ajustes que vienen por defecto en el slicer son adecuados. Es decir, 60 segundos de exposición para las primeras capas y 8 segundos para todas las demás.
Sin pensarlo dos veces, imprimimos varios modelos con esta resina con los parámetros estándar de 0,05mm de capa. Primero imprimimos el anillo del león. Salió muy bien. Aunque la resina es transparente, todos los detalles se imprimen muy bien.



Luego imprimieron una pequeña torre Make: Rook. Tampoco hubo problemas con ella. Sólo mide 24 mm de alto. Las superficies son lisas y uniformes. Los escalones y la hélice de ADN del interior se imprimieron perfectamente. Durante la impresión, se detuvieron una vez, debido a esto, apareció una tira a 6 milímetros. Las letras de la parte superior están un poco borrosas, pero al mismo tiempo son legibles a simple vista. En general, la torre resultó muy digna.


A continuación, se imprimió una pequeña prueba de Ameralabs. Se trata de una pequeña ciudad con un montón de elementos complejos de distintos tamaños y ángulos. Tampoco hay quejas sobre él. A pesar de su tamaño (sólo 30x10x15 milímetros), complejidad, transparencia de la resina (las resinas transparentes son muy susceptibles a la iluminación parásita), se imprimieron casi todos los elementos más pequeños. Un par de casas no tienen ventanas visibles y hay una pequeña franja horizontal en la superficie. Todo lo demás está bien.

Y otro modelo completo de resina es el capitán Mack Rhukta de Myminifactory. No cabía completamente en la plataforma de impresión, por lo que tuvimos que reducirlo a 70 mm de altura. Se imprimió inclinado hacia atrás sobre soportes ligeros colocados en la Chitubox. Los soportes sobrevivieron, nada se cayó ni se rompió. Pero el capitán resultó peor de lo que esperábamos. Pequeños detalles como las correas trenzadas y el pelo están desgraciadamente alisados. El modelo resultó un poco borroso. Las capas son bastante visibles en un hombro. Además, la superficie resultó ser brillante en algunas partes y mate en otras. Esto puede deberse a los planos bastante grandes de las capas. Esto dificultó que la impresora despegara el modelo de la película de la bañera. En una superficie mate, estos defectos no se notarían tanto. Pero en resina brillante, que, por cierto,

Después cambiamos a otra resina: Monocure Gun Metal Gray.

La mesa de resina de la que hablamos antes lo tiene, pero decidimos probar el test de tiempo de exposición en ella. Se trata de una función muy interesante y útil que debería ahorrarle mucho del tiempo que suele tardar en dimensionar una resina nueva.
Ten en cuenta que esta función sólo funciona con las últimas versiones de firmware y slicer. Instalar un nuevo firmware en tu impresora no es nada difícil. En el sitio web de Anycubic, desde la página Photon S, tienes que descargar el archivo. Contendrá dos archivos con la extensión * .bin. P_V es el firmware de la impresora y P_UI es el firmware de la pantalla. Para instalar todo, es necesario escribir estos archivos en una unidad flash USB, es deseable que no hay nada más aparte de ellos. Inserte la unidad flash USB en la impresora, vaya al menú Imprimir. Y primero ejecute el archivo P_V en “imprimir” (en el momento de nuestras pruebas es P_V341.bin), espere a que su instalación.

Y después de eso también ejecuta el archivo P_UI (en el momento de la prueba P_UI_2_6.bin).

Una vez instalado el firmware más reciente, puede proceder a la prueba. El archivo de masa cortada terminado se puede descargar desde el sitio web de Anycubic, estará en el archivo junto con la cortadora. El archivo se llama R_E_R_F, esta abreviatura significa Resin Exposure Range Finder, traduciendo literalmente al ruso Buscador de Rango de Exposición de Resina. Su esencia es que se imprimen simultáneamente 8 modelos de prueba idénticos, colocados de una determinada manera en la plataforma. Las pruebas están numeradas y cada una se imprime con un tiempo de exposición diferente.
El archivo pws terminado está diseñado para un rango de 4 a 11 segundos, es decir, el bloque número uno se imprime con un tiempo de exposición de 4 segundos, el segundo – 5 segundos, el tercero – 6, y así sucesivamente. Este rango no es muy conveniente, ya que 4 segundos en esta impresora no serán suficientes para la mayoría de las resinas. Puede editar los parámetros del archivo pws terminado, pero esto es extremadamente inconveniente, es necesario cambiar la configuración de cada capa por separado. Pero encontramos un modelo STL que puedes personalizar tu mismo.
https://yadi.sk/d/r6gLHzAbFuXqkw

Añádelo a Photon Workshop, gíralo en el bloque 1 hacia el origen. Y establece el tiempo de exposición para el primer bloque en el campo Normal Exposure Time, por ejemplo, 6 segundos. Y lo más importante, guarda este archivo como R_E_R_F.pws. Entonces el slicer hará que el segundo bloque se imprima con una exposición de 7 segundos, el tercero – 8, y así sucesivamente hasta 13 segundos.
Como resultado, literalmente en una hora obtenemos 8 pruebas a la vez, de las que tenemos que elegir la que mejor se imprime.

Esta elección tampoco es del todo inequívoca. Los elementos delgados que sobresalen se imprimen mejor con el aumento de la exposición, pero los agujeros pequeños empiezan a cerrarse. En nuestra prueba, a los 6 segundos se imprimieron casi todas las ranuras de la parte superior, pero no se obtuvieron todas las columnas pequeñas.

Al mismo tiempo, a los 13 segundos, todas las columnas están en su sitio, pero casi todas las ranuras están cerradas.

Por lo tanto, elegimos un resultado medio de 10 segundos.
Durante esta prueba, es posible que algunos de los elementos no se agarren al modelo y caigan en el baño de resina. Tras ella, es imprescindible escurrir y filtrar la resina que queda. Para ello, son útiles los filtros que vienen con el kit. Para mayor comodidad, también puedes utilizar un embudo, que tendrás que comprar por separado. Lo mismo hay que hacer si algo sale mal durante la impresión, por ejemplo, el modelo se desprende de los soportes o se despega de la plataforma.

Filtraron la resina e inmediatamente enviaron a imprimir un gran, para los estándares de esta impresora, modelo de otra persona. El modelo es bastante complejo e interesante. Giramos el modelo y colocamos los soportes también en Chitubox. El tiempo de exposición, obtenido como resultado de las pruebas, es de 10 segundos.

Alien se imprimió, aunque no sin problemas. Las rayas son visibles a una altura de unos 4 centímetros. Hay dos formas de que esto ocurriera. O el eje Z no se elevó uniformemente, lo cual es poco probable. No hay contragolpes, el eje del tornillo no muerde en cualquier lugar, y no hubo desplazamientos en el Mack Rhukta a la misma altura. Lo más probable es que, en este lugar, el modelo se adhiriera tan fuertemente a la película de la pantalla que se desplazara ligeramente al levantarlo. Algunos soportes se rompieron, otros no afectaron al modelo en sí. Pero uno de los codos se aplanó un poco.


La punta de la cola resultó ligera, porque en 10 horas de impresión, la resina consiguió exfoliarse, pero esto ya es un problema de la resina, no de la impresora. Aparte de estos defectos, el desconocido resultó bien. Se imprimieron todos los detalles. Se ve muy bien. Y los defectos, si es necesario, se pueden corregir con un poco de post-procesamiento.


A continuación, se vertió resina dental Uniz zDental Model Sand en Photon S. Para determinar el tiempo de exposición de la misma, también realizamos una prueba R_E_R_F, la misma que para Monocure, de 6 a 13 segundos. Las 4 primeras pruebas resultaron bastante lentas. 13 segundos fueron casi suficientes, pero no lo suficiente.

Un segundo más e imprimí el modelo de mandíbula. Se imprimieron por separado un diente y dos fundas para el mismo. El tiempo de impresión fue de 5 horas con una capa de 0,05 mm. Y entonces nos esperaba una agradable sorpresa.
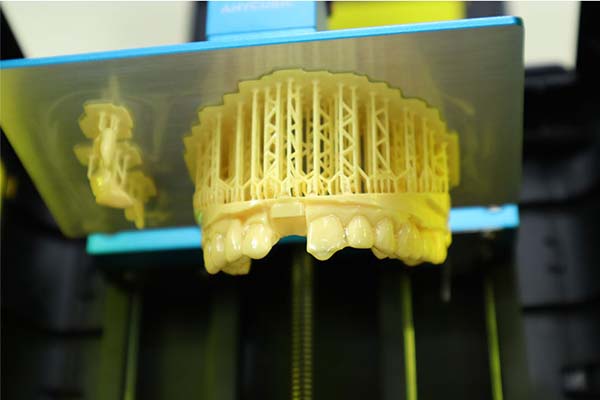
Todos los soportes han quedado perfectos, ninguno se ha roto. Todas las superficies son simplemente obscenamente lisas, incluso brillan y resplandecen. No hay bamboleo. Las capas son casi indistinguibles. Una vista encantadora. El diente y las tapas también son geniales.




Pero la cuestión más importante es si el diente se inserta en su lugar en la mandíbula. Resultó que con dificultad. Tuve que recorrer bastante el lugar de inserción con un bisturí. Y después de eso, el diente empezó a encajar como un guante. Las fundas encajaban perfectamente en él sin necesidad de ningún tratamiento posterior.




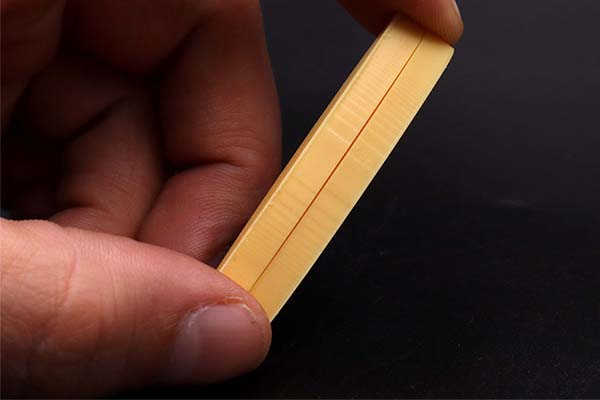
Por último, decidimos comprobar cómo funciona el Antialias. La resolución de la pantalla del Photon S es bastante alta para semejante diagonal, y hay poco pixelado en los modelos. Para poder captarlo bien, tuve que hacer un pequeño modelo de prueba con una curva muy suave.

Sin antialiasing, las transiciones de los píxeles de la pantalla LCD se aprecian con bastante claridad en ella, tanto en el eje X como en el eje Y.
Pero valió la pena activar Anti-alias en el slicer, incluso con 2X el resultado es inmediatamente obvio. Las transiciones son mucho más pequeñas.
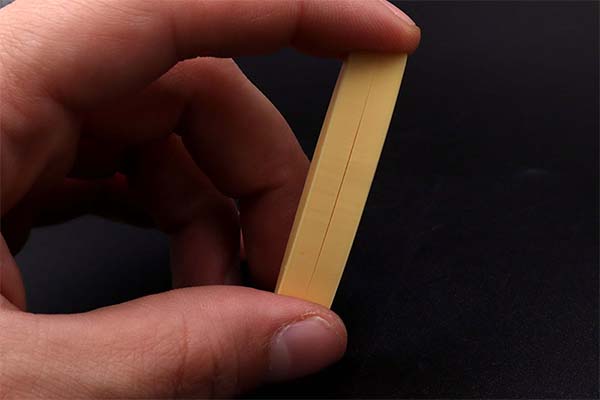
A 4X son casi invisibles a simple vista.

Por no hablar del 8X, la superficie es casi perfectamente lisa con él.

Cómo funciona técnicamente, no lo hemos entendido. Tal vez, esta función no se debe utilizar en modelos complejos con partes, ya que lubricará los elementos pequeños. Si conoce el algoritmo para tales anti-aliasing, escribir en los comentarios, estaremos muy interesados.
Resumamos.
Anycubic Photon S puede considerarse la mejor impresora LCD por su precio. La calidad de los modelos resultantes es muy decente, con buena resina y con la correcta selección de parámetros, casi ideal. La alta resolución de la pantalla, unida a una pequeña diagonal, permite imprimir modelos con excelente detalle. Me gustó mucho la función de comprobación del tiempo de exposición, ahorra mucho tiempo. El antialiasing también me sorprendió gratamente.
En cuanto a las diferencias entre la Photon S y su predecesora. Aquí no todo está claro. Casi todas las innovaciones son útiles, pero no afectan radicalmente a la calidad de impresión. Más bien, deberían mejorar la repetibilidad y la facilidad de uso de la impresora. Y sustituir el material del cuerpo por uno de plástico puede alejar a algunos de los usuarios potenciales. Aunque, como decíamos al principio, con un uso cuidadoso esto no debería afectar en absoluto a la durabilidad. En general, podemos decir que sí. Si ya está utilizando la primera Photon, no tiene mucho sentido actualizarse a la Photon S. Pero si está buscando su primera impresora de resina, la Photon S es una gran opción para usted.
[su_spoiler title=”Categorías de aplicaciones” style=”glass-gold” icon=”caret-square”][/su_spoiler]
[su_spoiler title=”Marca Serie” style=”glass-gold” icon=”caret-square”]Reseña de Anycubic Mega Zero 2.0 | Análisis de Anycubic Mega Pro | Análisis de Anycubic i3 Mega | Análisis de Anycubic Mega X | Análisis de Anycubic Mega S | Reseña de Anycubic Mega Zero[/su_spoiler]
[su_spoiler title=”Impresoras del fabricante” style=”glass-gold” icon=”caret-square”]Análisis de Anycubic Photon Mono X | Análisis de Anycubic Photon Ultra | Reseña de Anycubic Photon Zero | Análisis de Anycubic Photon S | Revisión de Anycubic Photon | Análisis de Anycubic 4Max Pro | Análisis de Anycubic 4Max Pro 2 | Reseña de la impresora 3D Anycubic Vyper[/su_spoiler]

