

¿Es bueno el Anycubic 4Max Pro? ¿Deberías comprarla? Lee nuestro análisis de la Anycubic 4Max Pro para conocer las características, especificaciones y rendimiento de esta impresora 3D económica.
[su_note note_color=”#f0ec3b” text_color=”#565556″]Aunque todavía está a la venta, el Anycubic 4Max Pro ha sido rebajado por el fabricante y actualizado al 4Max Pro 2.0. Para obtener más información, consulte la reseña del Anycubic 4Max Pro 2.0.[/su_note]
¿Estás pensando en adquirir la impresora 3D Anycubic 4Max Pro? Antes de hacerlo, lee esta reseña.
A pesar del nombre, la 4MAX ya es conocida por muchos fabricantes. Por lo tanto, sería exagerado llamar a esta impresora su versión Pro.
En general, la impresora 3D 4Max Pro es completamente nueva, salvo por la cinemática de Makerbot y algunos detalles de la versión anterior.
DISPONIBLE EN ANYCUBIC | TOP3DSHOP
La impresora tiene una superficie de impresión de 270 x 205 x 205 milímetros.
Otras características de la impresora son la pantalla táctil, el sensor de fin de filamento, la recuperación de la impresión tras un corte de luz, un cepillo para limpiar la boquilla del plástico adherido, un sistema de filtración de aire, una cámara de calor pasiva y un apagado automático tras la impresión.
A diferencia de su predecesora, la 4Max Pro viene completamente montada. Por lo tanto, todo lo que tienes que hacer es simplemente desembalarla, quitar las bridas y los topes de envío, atornillar el sensor de fin de filamento en la parte trasera con dos tornillos, colgar el soporte de plástico en el mismo lugar, rellenar el plástico y enviar tu primer trabajo de impresión.
Características de Aycubic 4Max Pro
Especificaciones generales
[su_table responsive=”yes”]
| Tecnología | FDM |
| Tamaño de construcción | 270 × 205 × 205mm |
| Resolución de capas | 0,05-0,3 mm |
| Precisión de posicionamiento | (X/Y/Z) 0,01/0,0125/0,00125mm |
| Cantidad de extrusores | Solo |
| Diámetro de la boquilla | 0,4mm |
| Diámetro del filamento | 1,75mm |
| Velocidad de impresión | 20~80mm/s |
| Materiales | PLA, ABS, TPU, HIPS, Exotics |
[/su_table]
Temperatura
[su_table responsive=”yes”]
| Max. Temperatura del extrusor | 260°C |
| Max. Temperatura de la cama de impresión | 100°C |
[/su_table]
Software
[su_table responsive=”yes”]
| Software Slicer | Cura, Smplify3D, Repetier-HOST |
| Formatos de entrada de software | .STL, .OBJ, JPG, PNG |
| Formatos de salida del software | GCode |
| Conectividad | SD Card, USB |
[/su_table]
Eléctrico
[su_table responsive=”yes”]
| Clasificación de la entrada | 110V/220V AC, 50/60Hz |
[/su_table]
Dimensiones y peso
[su_table responsive=”yes”]
| Dimensiones de la impresora | 454 × 466 × 410mm |
| Tamaño del paquete | 552 × 496 × 535mm |
| Peso neto | ~22.5kg |
[/su_table]
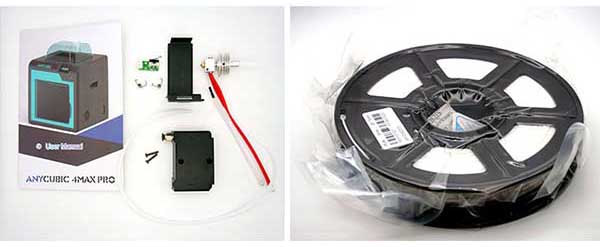
¿Qué hay en la caja?
La impresora se envía con todo lo necesario, e incluso un poco más. En la caja, encontrarás lo siguiente:
- Impresora 3D 4Max Pro
- Todas las herramientas necesarias para el montaje y el funcionamiento
- Un pendrive con lector de tarjetas
- Un cable USB para conectar al ordenador
- Cortadores laterales
- Una espátula ancha y afilada
- Unas pinzas
- Guantes de goma
- Carrete de plástico PLA de 0,5 kg
- Tensores de correa
- Un interruptor de límite de repuesto
- Un conjunto de hot-end con boquilla, calentador y termistor
- Un manual de usuario

Accesorios de Anycubic 4Max Pro en la caja
En el lado izquierdo hay un puerto para conectar un cable USB, una ranura para tarjetas SD y un asa de transporte.

A la derecha hay una segunda asa de transporte, un conector para el cable de alimentación con un botón de encendido/apagado, y una salida de aire para refrigerar la fuente de alimentación.
En la parte trasera, hay un sensor de fin de filamento y un portacarretes atornillado durante el montaje.

En la parte delantera de la impresora hay una puerta de plástico que se mantiene en su sitio mediante dos imanes, una pantalla táctil inclinada y un botón de encendido.
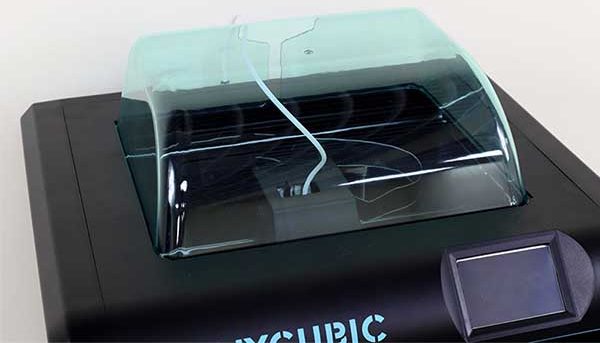
En la parte superior, puedes cerrar la abertura con una tapa especial de plástico transparente. El cierre de la abertura le permitirá imprimir filamentos que requieren una cámara de calor sin ningún problema. La abertura se ha hecho en la tapa para un tubo guía de teflón.
En el interior de la impresora se encuentra la fuente de alimentación a la izquierda y el filtro de aire a la derecha en la esquina.

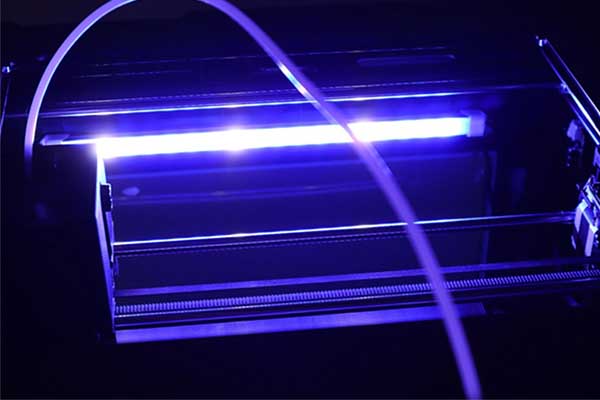
También hay una luz de fondo azul en el interior.
Aunque la luz de fondo es buena para poder ver el progreso de las impresiones, la luz azul no funciona bien. Habríamos preferido una luz amarilla o blanca.
Echemos un vistazo a la impresora 3D 4Max Pro.
La 4Max Pro mantiene la cinemática de Makerbot, al igual que su predecesora, la 4Max. Aunque la cinemática no es la más rápida, es sencilla y fiable.
Cada motor es responsable de su propio eje, lo que es importante para ayudar a detectar la causa de cualquier problema de impresión.

El eje X mueve el carro de la extrusora a la izquierda y a la derecha sobre cojinetes lineales a lo largo de dos ejes de 8 mm. El carro es accionado a través de la correa GT2 por un motor que está montado a la izquierda, y se mueve con todo el eje X.

El eje Y se mueve hacia adelante y hacia atrás, tiene 2 rodamientos lineales a cada lado y dos ejes de 8 mm sincronizados por dos correas de transmisión GT2 a la izquierda y a la derecha. Uno de los ejes es accionado por un motor NEMA17 situado en la pared posterior a través de otra correa de anillo.

Por último, el eje Z es una mesa que sube y baja sobre dos ejes de 12 mm con grandes rodamientos lineales. El eje es accionado por un motor oculto en la parte inferior de la carcasa a través de una guía de tornillo de 8 mm con un casquillo de resorte de latón.

La mesa está en voladizo, es decir, sólo por un lado. Esto simplifica el diseño, pero también tiene algunos inconvenientes. Por ejemplo, el lado no asegurado puede tambalearse ligeramente.
El marco de la mesa parece fiable. Sin embargo, sólo se puede saber cuánto se tambalea y cómo afecta a la calidad de la impresión después de enviar un trabajo de impresión.

La mesa calefactada de 24 voltios consiste en una placa de aluminio en la que se instala el vidrio Ultrabase de Anycubic. Este vidrio tiene una superficie especial de microporos en la parte superior.
Las piezas se adhieren bien a la mesa calentada. Cuando la mesa se enfría, las piezas salen fácilmente.

Hay un pequeño cepillo a la izquierda de la mesa. El cepillo está diseñado para limpiar la boquilla de plástico adherido o filtrado antes de imprimir.
La 4MAX Pro tiene un extrusor directo, es decir, un motor con un mecanismo de alimentación que se monta directamente en el cabezal de impresión. El tubo de teflón sólo actúa como guía para el plástico desde el sensor del extremo del filamento hasta el extrusor.
El mecanismo de alimentación está engranado, aumenta el par de torsión y mejora la precisión de la alimentación de plástico.

Hotend
La unidad de calentamiento es similar a la del E3D V6, la misma que en el Anycubic i3 Mega. El radiador no es muy grande. Lo bien que el radiador aísla la zona caliente del hotend de la fría se verá durante las pruebas.

El radiador es refrigerado por un ventilador de voluta 5015. El tubo de teflón va desde el alimentador a través del radiador y la barrera térmica directamente a la boquilla. La pieza también está refrigerada por un ventilador de voluta 5015 con una guía de aire impresa en un lado.
Todo el extrusor está oculto en una carcasa de plástico y se parece mucho a los extrusores de algunas impresoras Flashforge. Todos los componentes están conectados internamente a la placa de distribución. También hay un bucle desde el extrusor hasta la placa de control.
Es difícil decir cuán confiable es el extrusor y cuánto durará. Sin embargo, debes tener cuidado con él para no dañarlo accidentalmente.

El 4Max Pro tiene una pantalla táctil de 3,5 pulgadas situada en la parte superior del bisel. La pantalla es cómoda de usar, responde bien y todos los elementos son lo suficientemente grandes como para no perderlos con los dedos.
No experimentamos ninguna falsa alarma al utilizar la pantalla táctil.

En términos de funcionalidad, la pantalla táctil de la 4Max Pro no tiene nada especial. En la página principal, se muestran la temperatura actual del extrusor y la tabla. Debajo de ellos hay tres botones grandes.

Imprimir es elegir un archivo para imprimir y lanzarlo.
En el menú de configuración, encontrará lo siguiente: Selección de idioma, Ajuste de temperatura, Apagado del motor, Velocidad de impresión y alimentación, Pantalla de estado y Silencio.

En el menú Herramientas, encontrará: Estacionamiento del eje, Movimiento manual del eje, Precalentamiento para ABS y PLA, Apagar la calefacción, Reiniciar parámetros, Cargar / Descargar filamento, Ayuda, Descripción y Encender / Apagar la luz de fondo.

Durante la impresión, toda la información necesaria se muestra en la pantalla. También puede marcar la casilla de verificación Apagado automático en la parte superior, entonces después de la impresión se apagará automáticamente la impresora.

En general, la pantalla es buena. Tiene todo lo que necesitas.
Sin embargo, no hay ajustes finos (aceleraciones, tirones, pasos por milímetros de los motores) en ella. Si los necesitas, tienes que configurarlos enviando comandos a través de una conexión USB.
Para llegar al interior de la impresora, hay que desatornillar 8 tornillos de la parte inferior. 4 de ellos están ocultos bajo las patas pegadas.
La cubierta inferior es desmontable, y toda la electrónica está oculta bajo ella.

El cerebro del 4Max Pro es la placa de control Trigorilla, que cuenta con controladores de motor paso a paso extraíbles. En los ejes X e Y – TMC2208, en los otros – A4988.
También hay tres motores paso a paso A4988 instalados. Sin embargo, no hay motor para uno de ellos.
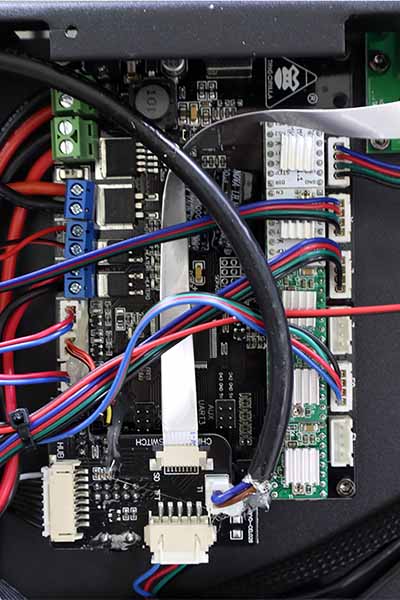
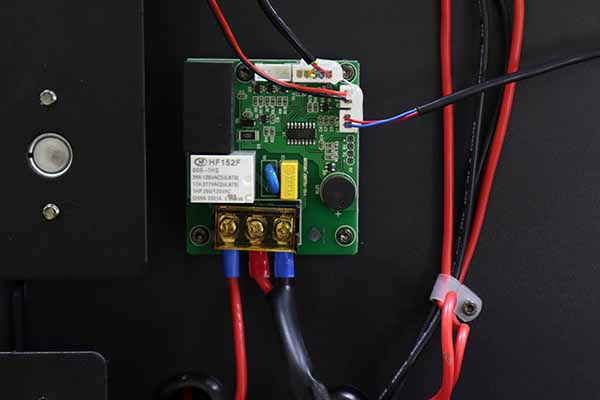
El módulo lector de tarjetas SD, la placa de distribución del bucle de extrusión y el módulo de relés pueden extraerse.
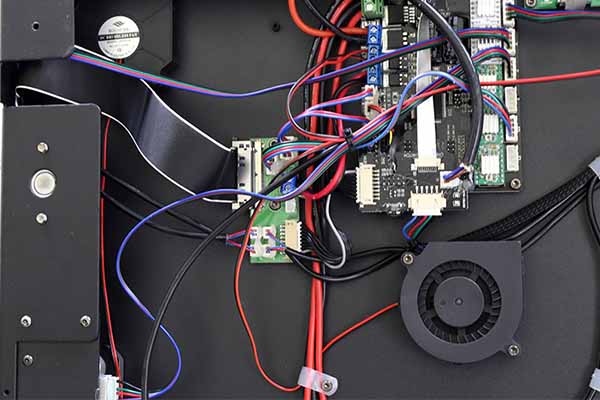
En lo que respecta a la refrigeración, hay que responder a algunas preguntas.
Por ejemplo, en un lado, la placa es soplada por un ventilador de turbina, con un flujo de aire paralelo a la placa. Es poco probable que el flujo de aire sea suficiente para enfriar toda la placa y los controladores.
Por otro lado, un ventilador sopla sobre la placa, lo que extrae el aire caliente de la cámara de calor.
Este es un diseño extraño.
Anycubic sugiere utilizar una versión antigua de Cura como cortadora. Pero es mejor, por supuesto, instalar y configurar inmediatamente la última versión de Cura. La versión actualizada tiene muchas más configuraciones y establece trayectorias de movimiento mucho más óptimas al imprimir
Para que la impresora limpie la boquilla del pincel antes de imprimir, puedes utilizar varios comandos del archivo gcode que venía en la memoria USB y añadirlos al gcode de inicio del slicer.
G1 X-3 Y40
G1 X-3 Y10
G1 X-3 Y40
G1 X-3 Y10
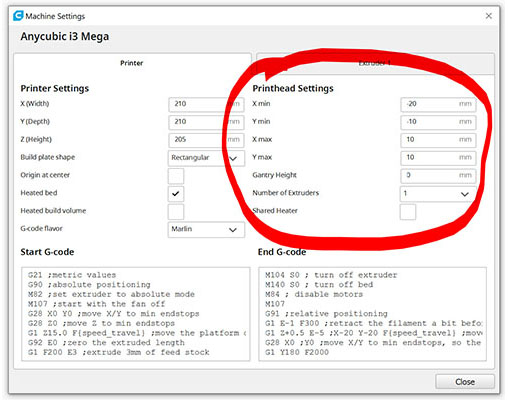
Estos comandos harán que la boquilla recorra el pincel dos veces antes de imprimir.
Calidad de impresión de Anycubic 4Max Pro
Pasemos a los ejemplos de impresión.
En las etapas iniciales de las pruebas de la 4Max Pro, nos encontramos con algunos obstáculos. Las primeras pruebas mostraron que la impresora tiene problemas de retracción.
Probamos varios ajustes, incluyendo la retracción de la longitud de 2 a 6 mm y el aumento de la velocidad de 20 a 50 mm / s. Sin embargo, nada ayudó. Se hizo evidente que el asunto no estaba en los parámetros, sino en el propio hotend.
Por lo tanto, decidimos desmontar y comprobar el hotend.
Para desmontar el hotend, hay que desatornillar 4 tornillos, quitar la tapa de plástico, desconectar el calentador y el termistor del cuadro de distribución, desatornillar el tornillo que sujeta el radiador un poco por delante, y desatornillar dos tornillos más para quitar la unidad con el motor y los ventiladores. De lo contrario, no será posible sacar los cables del hotend.
Después de quitar el hotend, nos dimos cuenta de que el tubo de teflón, que debería ir directamente del alimentador a la boquilla, es más corto de lo que debería. Además, el tubo de teflón no está cortado en línea recta por el lado de la boquilla.
Naturalmente, durante los repliegues, el tubo comenzó a moverse dentro del extremo caliente y se formó un tapón entre él y la boquilla. Para rectificar el problema, cogimos un tubo nuevo, lo cortamos recto para que encajara bien tanto en el mecanismo de alimentación como en la boquilla, y volvimos a montar las piezas. Esto solucionó el problema de los repliegues.
A continuación, intentamos imprimir un cubo de calibración con una cerradura en su interior. Sin embargo, descubrimos que el flujo de aire también deja mucho que desear.
A pesar de que el cubo estaba girado por una compleja pendiente directamente hacia la salida de soplado, el ángulo estaba muy curvado hacia arriba. Además, se doblaron las esquinas de la letra Y, que resultó estar en el lado opuesto al soplado.
El soplado está mal.
A continuación se muestra un resumen de los ajustes que utilizamos para imprimir el cubo de calibración XYZ de 20 mm – Castillo
- Plástico: Raise3D PLA negro
- Capa 0.2mm
- Velocidad: 50mm / s
- Temperatura: 205/60
- Dimensiones: 20 x 20 x 20mm

Como la impresora es nueva, hay pocos modelos de flujo de aire alternativos en Thingiverse que podamos utilizar.
Intentamos imprimir un modelo casi igual al de stock, pero ligeramente recortado en la parte inferior. Para esta sesión, hemos utilizado Esun ABS negro.
Estos son los ajustes que utilizamos para el conducto del ventilador Max pro enhanced
- Plástico: Esun ABS negro
- Capa: 0.2mm
- Velocidad: 50mm / s
- Temperatura: 240/100
- Flujo de aire: 50%
- Dimensiones: 31.0×25.7×20.3mm

Aunque el nuevo flujo de aire no es muy diferente del original, la impresión es mejor. La impresión no es perfecta, pero es perfectamente aceptable. Al menos desde el lado del ventilador, las pendientes comenzaron a salir sin problemas.
Imprimimos BEN, el BENCHMARK flotante.
Durante la impresión, hemos soplado las zonas delanteras. Por lo tanto, la parte delantera resultó bien. Sin embargo, en la parte trasera y en las pendientes, el plástico se levantó un poco y aparecieron defectos.
En general, el barco salió bien, salvo los taludes traseros y un extraño engrosamiento en el lugar donde se terminó de imprimir la cubierta. La barandilla, el volante, la tubería y la bañera se imprimieron sin problemas.
Estos son los ajustes que utilizamos para imprimir el BENCHMARK flotante
- Plástico: Raise3D PLA transparente naranja
- Capa: 0.2mm
- Velocidad: 50mm / s
- Temperatura: 205/60
- Dimensiones: 35x60x50mm

Después de imprimir con éxito este barco flotante, decidimos intentar imprimir algo más complicado; el Coliseo
El Coliseo es un modelo bastante complicado que lleva mucho tiempo imprimir. El modelo tiene muchos elementos pequeños, pendientes y pequeños puentes.
Durante la impresión, se producen constantemente retracciones y es necesario un flujo de aire normal. Por lo tanto, el modelo fue una gran prueba para el Anycubic 4Max Pro.
La impresión final ha quedado muy bien. Casi no hay problemas con el modelo. No hay cuerdas, y todos los arcos, elementos pequeños, agujeros y puentes se imprimen bien.
Aunque hubo algunas imprecisiones menores en lugares donde los arcos estaban cerrados, fueron insignificantes. El modelo se imprimió muy bien.
Estos son los ajustes que utilizamos para imprimir el Coliseo Romano Completamente Detallado Ver El Mundo
- Plástico: Raise3D PLA naranja transparente
- Capa: 0.12mm
- Velocidad: 60mm / s
- Temperatura: 205/65
- Dimensiones: 152.4х126.8х41.1mm

Para el siguiente experimento, imprimimos el Modelo Joker usando PETG.
El 4Max Pro no tuvo problemas con el PETG de Esun. Aumentamos el modelo del Joker a 180 cm y lo imprimimos con soportes.
El Joker resultó muy bien. Las superficies son bastante lisas y uniformes, y todos los detalles estaban bien impresos, incluyendo el pelo. Había algunos hilos en la cabeza, que eliminamos fácilmente con un cuchillo.
Aquí están los ajustes utilizados para imprimir el busto del Jocker
- Plástico: Esun PETG Magenta
- Capa 0,2mm
- Velocidad: 50mm / s
- Temperatura: 240/85
- Dimensiones: 97.2×76.1x180mm

La 4Max Pro tiene una cámara térmica. Por lo tanto, puede imprimir normalmente con plásticos que tienden a encogerse, como el ABS o el nylon. La impresora hizo frente al ABS sin ningún problema.
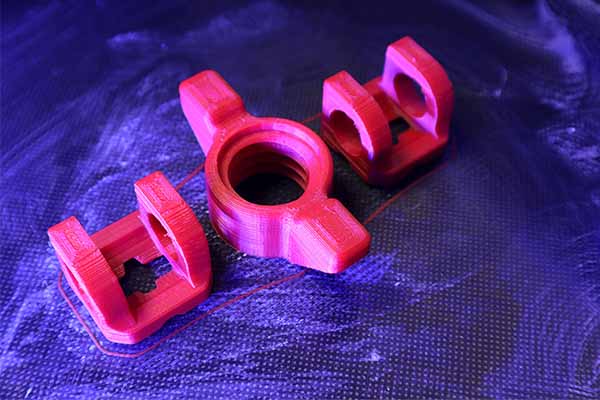
Imprimimos una pequeña pinza compuesta por varias piezas, que luego se ensamblaron en un mecanismo de una sola pieza. Se imprimió en plástico ABS negro y rojo de Esun.
No utilizamos ninguna balsa (respaldo) ni soportes.
Antes de imprimir, aplicamos pegamento a base de PVP en la superficie. Gracias a la cámara de calor, es posible utilizar el flujo de aire y no tener que preocuparse por la delaminación y la contracción. Pusimos el flujo de aire al 50%.
La abrazadera no quedó perfecta. Sin embargo, quedó bastante bien. Además, funciona correctamente. Los detalles no se desprendieron durante la impresión, las esquinas no se doblaron, nada se separó.
La cámara térmica funciona a pesar de que hay un agujero en la parte superior.
Aquí están los ajustes que utilizamos para imprimir la abrazadera TwistLock
- Plástico: Esun ABS negro / Esun ABS rojo brillante
- Capa: 0.2mm
- Velocidad: 50mm / s
- Temperatura: 240/100
- Flujo de aire: 50%
- Dimensiones: 130x90x27.5mm

El nylon es otro material muy exigente con la temperatura ambiente. Sólo se pueden imprimir modelos muy pequeños con nylon en una impresora abierta. Si se quiere imprimir un modelo más complejo o más grande, seguramente se distorsionará y las esquinas empezarán a doblarse.
Muy a menudo, los modelos de nylon se salen de la mesa por completo.
Intentamos imprimir un mosquetón de nylon con la 4Max Pro. Imprimimos el modelo sobre una balsa (soporte) para mejorar la adherencia. La mesa estaba previamente engrasada con pegamento en barra.
La carabina salió bien. Nada se desprendió ni se dobló. El modelo tenía algunos hilos y en algunos lugares pequeños grumos de plástico de ellos. Pero todo esto se quitó fácilmente con un cuchillo. La balsa también se desprendió fácilmente.
Aquí están los ajustes con utilizados para imprimir el Mosquetón
- Plástico: Esun ePA Natural (nylon)
- Capa 0.2mm
- Velocidad: 50mm / s
- Temperatura: 245/110
- Dimensiones: 77.4×102.9×9.2mm

También probamos la impresión de plástico flexible con la Anycubic 4Max Pro. En este caso, elegimos la Ninjatek Cheetah.
Ninjatek Cheetah es 95 Shore A. El material no es muy suave y es bastante fácil de imprimir.
Desgraciadamente, no conseguimos una impresión de alta calidad con este plástico en la 4Max Pro. Cambiamos la velocidad, la temperatura, probamos con retracciones y sin ellas.
El primer modelo es una minibilletera con compartimentos para tarjetas de plástico. Se imprimió hasta el final, el filamento nunca se ha atascado en el alimentador. Pero la calidad de la superficie es pobre.
Aquí están los ajustes que utilizamos para imprimir el TPU SLim Wallet
- Plástico: Ninjatek Cheetah blue
- Capa 0.2mm
- Velocidad: 30mm / s
- Temperatura: 235/80
- Dimensiones: 9.7×69.3x99mm

El segundo modelo es un simple jarrón. Se imprimió para asegurarse de que no hubiera demasiadas transferencias que causaran la subextracción de la cartera. El jarrón se imprimió en modo espiral, es decir, no tiene transferencias, transiciones entre capas y retracciones en absoluto. Desde el suelo hasta la parte superior, el jarrón se imprimió en una línea sólida en espiral.
Una vez más, se puede ver que el plástico se alimentó de forma irregular. La línea se hizo más fina periódicamente. Pero, de nuevo, el jarrón estaba preimpreso, las capas se pegaban bien. Incluso casi retiene el agua, excepto en un lugar por el que se filtra gota a gota.
Estos son los ajustes que utilizamos para el jarrón en espiral
- Plástico: Ninjatek Cheetah blue
- Capa 0,2mm (modo jarrón / espiral)
- Velocidad: 30mm / s
- Temperatura: 235/80
- Dimensiones: 77.9×77.9x147mm

Conclusiones sobre la calidad de impresión
Empecemos por los contras.
Uno de los principales contras es el soplado no muy acertado del área de impresión; en el desagüe, mostró resultados insatisfactorios. Una simple actualización resolvió el problema. Una solución bastante extraña con la extracción de aire caliente directamente a la placa de control.
Además, el tubo de teflón en el extremo caliente es demasiado corto y está mal cortado, es decir, es irregular. El problema también es solucionable, pero ni siquiera es grave. Es una pena que no se haya podido conseguir que la 4Max Pro imprima normalmente con el flex. Tal vez podríamos haber solucionado el problema ajustando la configuración de impresión.
Lo que nos ha gustado
La impresora funcionó bien. Es silenciosa, bastante rápida y capaz de imprimir una gama decente de plásticos, incluyendo PLA, PETG, ABS y Nylon.
Sin embargo, no es aconsejable utilizar plásticos de alta temperatura en la 4Max Pro con un hot-end de stock. Con la impresión a largo plazo por encima de 250 grados, el tubo de teflón comienza a quemarse, mientras que la liberación de sustancias nocivas.
Conclusión de la revisión de Anycubic 4Max Pro

La 4Max Pro se envía completamente montada y lista para imprimir en minutos. Tiene un área de impresión bastante grande y una cámara térmica completa. También tiene características útiles y convenientes como el sensor de fin de filamento, la recuperación de cortes de energía, la pantalla táctil, el filtro de aire, el apagado automático después de la impresión, etc. Lo único que le falta es la conexión Wifi o LAN.
DISPONIBLE EN ANYCUBIC | TOP3DSHOP
[su_spoiler title=”Application Categories” style=”glass-gold” icon=”caret-square”][/su_spoiler]
[su_spoiler title=”Brand Series” style=”glass-gold” icon=”caret-square”]Análisis de Anycubic 4Max Pro | Análisis de Anycubic 4Max Pro 2 [/su_spoiler]
[su_spoiler title=”Manufacturer’s Printers” style=”glass-gold” icon=”caret-square”] Reseña de la impresora 3D Anycubic Vyper | Reseña de Anycubic Mega Zero 2.0 | Análisis de Anycubic Mega Pro | Análisis de Anycubic i3 Mega | Análisis de Anycubic Mega X | Análisis de Anycubic Mega S | Reseña de Anycubic Mega Zero | Análisis de Anycubic Photon Mono X | Análisis de Anycubic Photon Ultra | Reseña de Anycubic Photon Zero | Análisis de Anycubic Photon S | Revisión de Anycubic Photon [/su_spoiler]