




¿Conoce los distintos tipos de filamentos de impresión 3D? Lea nuestra completa guía para descubrirlos.


El filamento de polímero puede considerarse con razón la piedra angular de la industria de la impresión 3D. Si no se hubiera inventado el plástico en forma de hilo (filamento), la impresión 3D nunca se habría “popularizado”. En su lugar, se habría quedado en gránulos y polvos de producción industrial.
Antecedentes históricos: A finales de la década de 1980, como resultado de un avance científico y tecnológico, S. Scott Crump desarrolló la tecnología de impresión por deposición fundida (FDM), que Stratasys puso en producción a finales de la década siguiente. [uno]
Aviso legal: “Fused Deposition Modeling” y “FDM” son marcas registradas de Stratasys. Los entusiastas de la impresión 3D que participan en el proyecto RepRap han acuñado el término análogo “fabricación con filamento fundido” o FFF, para eludir las restricciones legales. Los términos FDM y FFF tienen el mismo significado y finalidad. “
El lector moderno sabe que las impresoras 3D FDM están diseñadas para imprimir con termoplásticos denominados filamentos, que suelen distribuirse en forma de varillas, filamentos, rollos o bobinas.
Los termoplásticos, por su composición química, pueden ser tanto relativamente inofensivos para la salud como altamente tóxicos. Y los vapores liberados durante la impresión pueden contener elementos químicos nocivos.
La gama de plásticos “limpios” y “ecológicos” es muy amplia. Uno de los materiales más populares es la polilactida, o “plástico PLA”. Este material se fabrica a partir de maíz o caña de azúcar, lo que lo hace no tóxico y respetuoso con el medio ambiente, pero lo hace relativamente poco duradero.
En cambio, el plástico ABS es muy duradero y resistente al desgaste, aunque es susceptible a la luz solar directa. Pero cuando se calienta, puede emitir cierta cantidad de humos nocivos.
“Hoy en día el mercado de los termoplásticos para 3D, además del PLA y el ABS, está representado por varias decenas, si no centenares, de diversos filamentos para cualquier color, sabor, olor y finalidad. Se puede imprimir una pieza de nylon, policarbonato, polietileno, carbono y muchos otros tipos y clases de termoplásticos, que son desarrollados activamente y ampliamente publicitados por los modernos fabricantes nacionales y mundiales de resinas y varillas para impresoras 3D. O utilizar derivados de materiales más exóticos, por ejemplo, alcohol polivinílico, más conocido como PVA, o cera, que se utiliza en la producción de filamentos “calcinables” para, por ejemplo, la industria de la joyería.
Términos :
Los polímeros (del griego πολύ “mucho” + μέρος “parte”) son sustancias formadas por “unidades monoméricas” conectadas en largas macromoléculas mediante enlaces químicos o de coordinación [2] .
Los termoplásticos son materiales poliméricos que pueden transformarse reversiblemente al calentarse en un estado altamente elástico o de flujo viscoso. La transformación de los termoplásticos en productos no va acompañada de una reacción química irreversible. Son reciclables (moldeados).
Los polímeros termoplásticos pueden tener una estructura lineal o ramificada, ser amorfos (poliestireno, polimetacrilato de metilo) o cristalinos (polietileno, polipropileno). A diferencia de los termoestables, los termoplásticos se caracterizan por la ausencia de una estructura tridimensional reticulada y la transición a un estado fluido, lo que permite termoformar, moldear y extrudir artículos a partir de ellos.
Algunos polímeros lineales no son termoplásticos, ya que su temperatura de descomposición es inferior al punto de fluidez (celulosa) [3] .
Elastómero – este término se refiere a polímeros con propiedades altamente elásticas en el rango de uso. Se denomina caucho o elastómero a todo material elástico que puede estirarse hasta dimensiones varias veces superiores a su longitud original (hilo elastomérico) y, lo que es importante, volver a su tamaño original cuando se retira la carga. No todos los polímeros amorfos son elastómeros. Algunos son termoplásticos. Esto depende de su temperatura de transición vítrea: los elastómeros tienen temperaturas de transición vítrea bajas y los termoplásticos, altas. (Esta regla sólo funciona para los polímeros amorfos, no para los cristalinos) [4].
Acerca de la producción de filamentos El principio básico de producción es la fabricación por extrusión (extrusión) [5]. La materia prima, normalmente en gránulos, se funde y se extrae a través de un orificio de conformación en un hilo calibrado con posterior enfriamiento.
* [5] – Extrusión (del lat. tardío Extrusio “empujar hacia fuera”): tecnología para fabricar productos forzando una masa fundida viscosa de material o una pasta espesa a través de un orificio de formación.
La gama de equipos abarca desde productos caseros de sobremesa hasta sistemas multifuncionales de ciclo completo con un alto grado de automatización y control digital de todo el ciclo de producción. Por regla general, la materia prima inicial de estos sistemas es un sustrato polimérico granular.

Una cadena de producción simplificada del proceso industrial de producción de filamento para impresión 3D tiene el siguiente aspecto: la materia prima se carga en un contenedor en forma de cono, desde donde se introduce en la cámara de fusión con un pequeño flujo mediante un tornillo. Allí, a una determinada temperatura establecida, los gránulos se convierten en una sustancia de flujo viscoso que, bajo la presión del material recién suministrado, se exprime a través de un sistema de boquillas calibradas. El hilo así obtenido pasa por un proceso de enfriamiento y calibrado adicional hasta alcanzar las dimensiones de diámetro especificadas. Se controla su consistencia, solidez y humedad. A continuación, el filamento se enrolla en una bobina tecnológica o comercial. A su vez, se somete a un secado adicional controlado y luego se envasa en un recipiente hermético.

Todos los parámetros de temperatura, velocidad, dimensiones y masa se controlan mediante un gran número de sensores especializados conectados a un sistema de control digital centralizado.
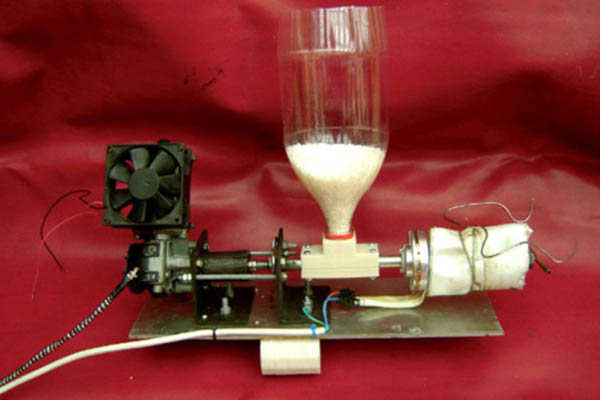
Fabricar una barra en casa es algo más prosaico, pero el principio sigue siendo el mismo. Incluso las botellas de plástico de los envases domésticos cortadas en cintas pueden utilizarse como materia prima para un “fabricante de hilos” casero. El coste primario de tales productos es significativamente inferior al de fábrica, pero la calidad se corresponde con el precio. Aunque hay excepciones.


Hoy en día, los plásticos para impresión 3D se fabrican en dos diámetros de filamento estándar: 2,85 mm. y 1,75 mm. El filamento más común es el de 1,75 mm, sin embargo, una varilla con un diámetro de 2,85 mm, debido a su mayor rigidez, sigue siendo demandada por los usuarios de impresoras 3D con un extrusor del tipo “bowden”. Por ejemplo, lo utilizan las impresoras Ultimaker.
En los albores de la popular revolución 3D, en una situación de escasez de ingredientes para la impresión, también se utilizaban hilos de pescar y bobinas para cortadoras de césped. Sin embargo, hoy en día, las impresoras 3D cuentan con un gran número de propuestas para todos los gustos y presupuestos. Intentemos entenderlas un poco.
FILAMENTO EN LAS ESTANTERÍAS
Con el fin de no confundirse en la gran variedad de plásticos producidos hoy en día – filamentos (filamentos) para la impresión 3D, muy condicionalmente los dividimos en tres categorías “globales”: básicos, auxiliares y decorativos. Además, los decorativos, en cierta medida, también pueden correlacionarse con los básicos, pero su elección por separado se debe a la mayor exigencia en cuanto al aspecto del producto final.

– Los básicos son aquellos tipos de plásticos que, por sus propiedades fisicoquímicas, resultan más adecuados para la fabricación de productos y piezas de producción industrial o especial. A partir de ellos, se pueden producir variaciones especializadas con diversas propiedades únicas. Van desde extrafuertes y resistentes hasta superblandos y flexibles.


A su vez, los plásticos básicos pueden dividirse en de ingeniería (industriales) y particulares (bienes de consumo). Los primeros están sujetos a mayores requisitos operativos, por ejemplo, alta resistencia o tenacidad, elasticidad, durabilidad, neutralidad química o resistencia a entornos atmosféricos adversos o de otro tipo.
Los segundos son bastante fiables para mantener su forma, son fáciles de imprimir en una amplia gama de equipos, son fáciles de manipular con herramientas y sustancias improvisadas, son fáciles de pintar y su uso es respetuoso con el medio ambiente y seguro.

– Los plásticos auxiliares están diseñados para imprimir elementos adicionales de estructuras impresas que garanticen la reproducción de partes salientes del modelo impreso o que no toquen en absoluto el escritorio. O para crear formas o productos a la cera perdida o solubles.

– Los plásticos decorativos contienen impurezas adicionales o están completamente fabricados con sustancias especiales que les confieren una textura externa, un color o unas propiedades transparentes únicas.


Y también todos los filamentos se dividen en alta temperatura y baja temperatura . Para los primeros, se requiere una barrera térmica especial totalmente metálica del extrusor o su diseño especial. Para la segunda, basta con un extremo caliente a tiempo completo de cualquier impresora generalizada.
Es importante recordar que los tubos de fluoroplástico (PTFE) se utilizan en el diseño de extrusoras de baja temperatura, pero los fluoroplásticos son diferentes y, aunque todos ellos tienen el coeficiente de fricción en seco más bajo entre los polímeros, no son, sin embargo, análogos directos. Así, por ejemplo, el fluoroplast-4 (teflón) tiene un punto de fusión de 270-327 °C, y el fluoroplast-3 sólo de 210-215 °C, pero el fluoroplast-40 funde a 265-275 °C.
Es teóricamente correcto utilizar fluoroplast-4 en las barreras térmicas compuestas de extremos calientes – un polímero cristalino con una temperatura de fusión del cristal de 327 ° C y una temperatura de transición vítrea de las zonas amorfas de -100 ° C a -120 ° C, que, incluso a temperaturas superiores a la temperatura de descomposición (415 ° C) pasa a un estado de flujo viscoso, pero sólo pierde algunas propiedades de deslizamiento y elasticidad.

Pero en la mayoría de las impresoras 3D domésticas, el fabricante no especifica, o puede no saberlo él mismo, qué grado de PTFE se utilizó en el montaje de los extremos calientes de los extrusores. Por lo tanto, a menudo hay historias entre los usuarios acerca de la pérdida de extrusión debido a una barrera térmica fallado después de imprimir con filamentos con una temperatura de 250 ° C y por encima. Por desgracia, es necesario recordar esto y en caso de duda, utilice una barrera térmica totalmente metálica cuando se trabaja con plásticos con una temperatura de impresión superior a 245-250 ° C.

Otro consejo útil . Antes de empezar a experimentar con nuevos plásticos, es importante que el operador y el propietario de la impresora 3D se aseguren de que en su pantalla o monitor aparece la temperatura real del extremo caliente. El hecho es que los modelos de impresoras baratas a menudo tienen una dispersión de las temperaturas reales y mostradas de hasta decenas de grados. Esto se debe a sensores de temperatura no calibrados (termistores) y a la discrepancia entre sus parámetros y los parámetros de la tabla ADC. Rara vez alguien se compromete a realizar este complejo procedimiento por su cuenta, aunque se encuentran ejemplos de tal puntualidad. A veces basta con imprimir una torre de temperatura de prueba para determinar el error y tenerlo en cuenta posteriormente a la hora de configurar otras impresiones.
Pasemos a describir, en la medida de lo posible en un formato periodístico, los filamentos más famosos utilizados hoy en día en la impresión 3D, clasificándolos por división condicional en grupos.
Básico, sólido
PLA
La polilactida (PLA) es un poliéster alifático, termoplástico, biodegradable y biocompatible cuyo monómero es el ácido láctico. Las materias primas para su producción son recursos renovables anuales como el maíz y la caña de azúcar.

Se puede llamar un “clásico del género”, aunque los “pioneros” de la impresión 3D por alguna razón son reacios a cambiar de ABS a PLA, debido a la fuerza de la costumbre. Aquellos que tuvieron la suerte de empezar a familiarizarse con las tecnologías aditivas utilizando el plástico PLA, notan la alta usabilidad de este filamento. La facilidad de uso y los bajos requisitos de los dispositivos de impresión, junto con el alto respeto al medio ambiente y la inocuidad de este polímero fabricado a partir de la remolacha azucarera y la caña de azúcar, han abierto la puerta a las masas y se utiliza ampliamente no sólo en la impresión cotidiana, sino también en la creación de prototipos. También se utiliza para la fabricación de productos con una vida útil corta (envases alimentarios, vajillas desechables, bolsas, recipientes diversos), así como en medicina, para la producción de hilos y alfileres quirúrgicos.
En el mercado, el plástico de los principales fabricantes está representado por una amplia paleta de colores, por ejemplo, eSun tiene más de cincuenta posiciones. Hay muchas variaciones sobre la base de este termoplástico PLA, incluyendo decorativo.
PLA + (PLA PRO)
PLA modificado de alta resistencia. Algunos fabricantes, por ejemplo el mismo eSun, afirman que la resistencia aumenta 10 veces en comparación con las características básicas del PLA “estándar” [6] .
Boquilla – 205-225 ° C. Tabla – 60-80 ° С (impresión sin calefacción es posible)
PLA Glass (PLA Transparente, PLA Ecofil)
Una exitosa combinación de plásticos básicos y decorativos. Con todas las características prácticas positivas del PLA, este filamento permite conseguir efectos visuales originales con combinaciones de diferentes formas de relleno y grosores de pared en la pieza impresa.

Temperatura de la boquilla *: 180 – 220 ° С Temperatura de la mesa: 20 – 70 ° С. Velocidad de impresión recomendada: 10 – 120 mm / s
* Para diferentes fabricantes, las opciones para las condiciones de temperatura pueden variar dentro de 5-10 ° С
eSilk-PLA Esun
El eSilk-PLA de Esun es un nuevo plástico en la gama de materiales de diseño. Se ha obtenido añadiendo materiales con efecto de luz brillante al PLA. El producto acabado tiene un intenso brillo de seda, más luminoso que el PLA normal.

eSilk se utiliza ampliamente en modelos de gran superficie compleja, así como en productos prácticos: piezas de mobiliario, elementos de acabados decorativos interiores y exteriores, en estructuras publicitarias y en elementos de diseño en otros ámbitos de la ingeniería, la representación y la producción.


Las propiedades fisicoquímicas del eSilk-PLA son similares a las del PLA, con buenas propiedades mecánicas y alta resistencia al impacto. Es fácil de mecanizar. Prácticamente no encoge. El plástico es respetuoso con el medio ambiente e inodoro.
| Alargamiento a la rotura | 300% |
| Color | Silver |
| Resistencia a la tracción | 58 MPa |
| Resistencia a la flexión | 75 MPa |
| Módulo elástico | 4000 MPa |
| Resistencia al impacto según Izod | 4 kJ / m2 |
| Índice de fusión | 2,5 g / 10 min (190 ° C / 2,16 kg) |
| Densidad | 1,43 g / cm3 |
| Punto de reblandecimiento | 67 ° C |
Punto de fusión 190 – 220 ° C
Temperatura recomendada de calentamiento de la plataforma 0/60 – 80 ° C
ABS
(Acrilonitrilo Butadieno Estireno)
Uno de los primeros filamentos disponibles para una amplia gama de entusiastas de la impresión 3D. En el uso doméstico, se utiliza con menos frecuencia que el PLA debido al olor específico de la barra que se calienta durante la impresión, que requiere embutición. Además, nuevas investigaciones demuestran que los humos del ABS pueden tener efectos negativos para la salud.

Existe la opinión de que el plástico ABS es resistente a la luz solar, pero en 1998 en Estados Unidos se produjo una extraña historia con la retirada de 8,8 millones de coches debido a la destrucción fotooxidativa de los botones de liberación de polímero de los cinturones de seguridad moldeados con ABS [7]… Tal vez, desde entonces se hayan introducido algunos cambios en la fórmula química y los plásticos modernos no presenten tal problema, pero no nos comprometemos a confirmar o refutar esta afirmación. El hecho es que, en general, los ensayos se realizan utilizando únicamente lámparas UV, y la destrucción fotooxidativa de los polímeros se produce con la exposición simultánea a la luz y al oxígeno. Pero incluso una simple irradiación con una lámpara relativamente potente organizada hace algunos años por un grupo de aficionados en el marco de un experimento de comparación de la resistencia a la luz del ABS y del ASA demostró que esta afirmación, por decirlo suavemente, no es del todo exacta [8] .
Especificaciones del plástico ABS
| Temperatura de transición vítrea | Alrededor de 105 ° C |
| Resistencia a la flexión | 41 MPa |
| Resistencia a la tracción | 22 MPa |
| Módulo de tracción | 1627 Mpa |
| Extensión relativa | 6% |
| Contracción por enfriamiento | Hasta el 0,8 |
| Densidad del material | Aproximadamente 1,05 g / cm³ |
Hay que tener en cuenta que los parámetros reales del plástico ABS para impresión 3D dependerán de las especificaciones del fabricante.
Una de las principales desventajas del ABS es su gran contracción durante y después de la impresión, y su deformación durante el enfriamiento. Si los ajustes de la cortadora y la impresora son incorrectos, puede producirse delaminación y la pieza simplemente se romperá en capas. El punto de reblandecimiento del plástico ABS está en el rango de 95-117 ° C. [nueve].
Por lo demás, el filamento ABS sigue siendo popular, quizá por costumbre, ya que, francamente, cambiar de un material fiable a otro nuevo siempre es problemático y no siempre aconsejable. Además, se presta bien al mecanizado, el rectificado y la pintura.
El ABS tiene poca adherencia. La selección del pegamento es una elección importante. Se pega perfectamente con dicloroetano (EDC) y, por regla general, con adhesivos a base de acetona [10] . Se puede disolver una cierta cantidad de plástico en acetona y pegar las piezas con esta solución. Alguien mezcla el disolvente 646 con el “supermomento” habitual y se alegra del resultado durante muchos años. Buenas críticas sobre el adhesivo de cianoacrilato AXTON y Cosmofen CA12
Y el famoso baño de acetona da a los productos ABS un aspecto brillante “de fábrica”, aunque con cierta pérdida de detalles finos del modelo.

Los principales segmentos de su aplicación son la producción “semi-industrial” e industrial con buena ventilación. Restricción en la impresión de piezas con alta precisión geométrica debido a la alta contracción. Requiere al menos una cámara de calor pasiva y una extrusora totalmente metálica, que, a su vez, es muy exigente con su propia calidad y “no le gusta” un gran número de retracciones.
La tabla es de aproximadamente 80 ° C. Boquilla 240 ± 15 ° С (hasta 260 ° С) Barrera térmica totalmente metálica, pasiva. cámara de calor..
ABS +
Es una versión modificada del clásico plástico ABS con mayor dureza, rigidez, elasticidad (2443Mpa), coeficiente de flexión y resistencia a la tracción.


Este material no se corroe, conserva su color durante mucho tiempo y es químicamente neutro frente a aceites, grasas, lubricantes, gasolina e hidrocarburos.
eABS MAX eSun
Se trata de un nuevo plástico de ingeniería de la línea ESUN, caracterizado por una alta resistencia al fuego debido a la presencia de retardantes de llama en la composición, y resistencia a las bajas temperaturas. Conserva casi por completo sus propiedades a temperaturas de hasta -20 ℃ y no se desmorona.


Comparado con el ABS y ABS + convencionales, este plástico tiene una resistencia al impacto significativamente mayor, es más duro y resistente. Además, el eABS MAX es muy abrasivo y no se contrae al imprimirlo. El material tiene buena fluidez, es fácil de imprimir, y los productos acabados tienen una superficie lisa. Es fácil de post-procesar, para lo que se puede utilizar acetona. El plástico es muy resistente al aceite y la humedad, menos del 1% en condiciones normales. Una gran ventaja es la no toxicidad del material.

| EAlargamiento a la rotura | thirty% |
| Resistencia a la tracción | 45 MPa |
| Resistencia a la flexión | 58 MPa |
| Módulo elástico | 2400 MPa |
| Resistencia al impacto según Izod | 48 kJ / m2 |
| Índice de fusión | 60 g / 10 min (220 ° C / 10 kg) |
| Densidad | 1.05 g / cm3 |
| Punto de reblandecimiento | 85 ° C |
Tamaño de la boquilla 0,2 / 0,25 / 0,3 mm (el diámetro de la boquilla debe ser mayor que el grosor de la capa)
Temperatura recomendada de la almohadilla 90 – 110 ° C
Punto de fusión 220 – 240 ° C
PETG
Polietileno tereftalato glicol (PETG)


Este relativamente nuevo copoliéster resistente al desgaste (combinación) es un derivado del plástico PET (envase de botella), que es su copolímero. Su densidad es de 1,27 g / cm3. Esto es más que PLA y alrededor de una quinta parte diferente de ABS. Dureza Rockwell – R 106. Para la comparación, ABS tiene alrededor de R 110. Temperatura de transición vítrea es de aproximadamente 80 ° C. Químicamente resistente, no susceptible a los ácidos, álcalis y agua. Suficientemente flexible sin perder resistencia. Por ejemplo, el PETG es perfecto para piezas de cuadricópteros: el parachoques fabricado con él puede absorber eficazmente los impactos, permaneciendo bastante rígido y sin derrumbarse incluso en los accidentes más graves.
Mientras tanto, de vez en cuando se pueden encontrar opiniones de usuarios prácticos con historias sobre una impresión muy “peliaguda” y una fluidez no regulada. Puede que muchos fabricantes aún no hayan depurado la tecnología, o que la propia fórmula sea inestable, o que los ingredientes fallen…


Y esto es lo que escriben los profesionales al respecto. El PETG es quisquilloso con los ajustes. Asegúrese de que las temperaturas de las piezas calientes de sus impresoras son exactas. Si no es así, calcule el margen de error en unas cuantas impresiones experimentales para conseguir una buena calidad. Después, seleccione los modos de temperatura para la impresión. A veces, 2-3 grados juegan un papel decisivo.
PETG no le gusta altas velocidades, tanto en la impresión y en la retracción – establecer no más de 15-30 mm / s. Si usted no tiene una barrera térmica totalmente metálico, no elevar la temperatura de la boquilla más de 235-245 ° С, de lo contrario el tubo de fluoroplástico (PTFE) puede derretirse ya se acerca a 250 ° С, y si no es de la misma clase (que se encuentra a menudo en los productos chinos), a continuación, incluso antes …
Es especialmente sorprendente que para PETG se recomienda calibrar la impresora de una manera especial. No una hoja de papel, sino tres. Se ha argumentado que si la boquilla del extrusor está cerca de la mesa o de la capa anterior, entonces se empezará a formar una película y aparecerá una telaraña en la boquilla. Se puede establecer esta separación adicional utilizando una cortadora, pero esto es una larga historia. Como resultado, las buenas propiedades fisicoquímicas del PETG palidecen en comparación con las dificultades de impresión.
Es cierto que, por alguna razón, nadie habla de los problemas que surgen al imprimir con plásticos de fabricantes conocidos y con una larga reputación. ¿Quizás todo el problema esté en la mano de obra?
| PROPIEDADES | VALOR | Unidades CAMBIO |
| Físico | ||
| Densidad | 1260 – 1280 | kg / m ^ 3 |
| Mecánica | ||
| Punto de fluencia | 4,79e7 – 5,29e7 | Pa |
| Resistencia a la tracción | 6e7 – 6,6e7 | Pa |
| Alargamiento | 1.02 – 1.18 | % Tensión |
| Dureza (Vickers) | 1,41e8 – 1,56e8 | Pa |
| Resistencia al impacto (sin muesca) | 1,9e5 – 2e5 | J / m ^ 2 |
| Resistencia a la tracción | 2,11e6 – 2,54e6 | Pa / m ^ 0.5 |
| Módulo de Young | 2,01e9 – 2,11e9 | Pa |
| Térmico | ||
| Temperatura máxima de servicio | 51 – 64 | ° C |
| Temperatura de fusión | 81 – 91 | ° C |
| Conductividad eléctrica | Aislador | |
| Calor específico | 1470 – 1530 | J / kg ° C |
| Coeficiente de dilatación térmica | 0,00012 – 0,000124 | Voltage / ° C |
| Sostenibilidad | ||
| CO2 | 3,22 – 3,56 | kg / kg |
| Reciclado | Sí |
Temperaturas recomendadas: mesa – 80 ° С, boquilla – 210-230 ° С
Nilón (poliamida)
El nailon es una familia de poliamidas sintéticas utilizadas principalmente en la producción de fibras. Los dos tipos más comunes de nailon son:
polihexametileno adipinamida (anid (URSS / Rusia), nylon 66 (EE.UU.)), a menudo denominado nylon propiamente dicho; poli-ε-caproamida (nylon (URSS / Rusia), nylon 6 (EE.UU.)).
El nailon es un material con gran resistencia al desgaste y al calor, se puede procesar sin problemas, con un excelente coeficiente de deslizamiento (se pueden imprimir casquillos) Excelente para imprimir engranajes y mecanismos. El plástico no contiene impurezas nocivas, no pierde geometría al calentarse.

Los filamentos de nailon suelen ser muy higroscópicos. El nailon puede absorber hasta un 10% de su peso en agua en sólo 24 horas. Por lo tanto, deben almacenarse en envases sellados con gel de silicato. Secar antes de usar.
Con los ajustes adecuados, la cabeza de nailon imprime bien y con facilidad. Si el material se seca, la calidad de la superficie deja un tacto sedoso. Si se utiliza nylon de calidad, la adherencia de las capas será excelente y las impresiones serán impecables. Se obtendrá un alto nivel de detalle tanto en los modelos pequeños como en los grandes.
Como nylon resistente al desgaste, es excelente para imprimir piezas sujetas a fricción constante, como engranajes, y también se presta bien al mecanizado, taladrado y roscado.
Al imprimir, utilice una cama de construcción menos de 90-100 ℃ calentado, ya que el nylon es sensible a enfriar demasiado rápido y por lo tanto la deformación. Es deseable tener una cámara de calor cerrada.
Los plásticos de nylon son filamentos de alta temperatura y requieren un extremo caliente totalmente metálico, ya que las temperaturas de impresión pueden ser de 240-260 ° C y superiores. En términos de precio, están hechos de plásticos caros.
ePA-GF ESUN
Este material consiste en nailon con fibra de vidrio añadida. En comparación con el nailon convencional, el ePA-GF ha mejorado significativamente la resistencia mecánica, la rigidez, la resistencia a la deformación plástica y la resistencia al calor.
Mayor resistencia a la fatiga (propiedad del material de no colapsar con el tiempo bajo la influencia de cargas de trabajo variables).




ASA
Copolímero de éter acrílico, estireno y acrilonitrilo
El ASA (acrilo-nitrilo-estireno-acrilato) es un análogo del ABS que presenta una mayor resistencia a los rayos UV y a la intemperie, por lo que los productos ASA no amarillean a la intemperie ni siquiera en las condiciones más estresantes. Además, este plástico prácticamente no se ve afectado por los lubricantes, los ácidos diluidos y el gasóleo. Entre las ventajas del plástico ASA destacan sus propiedades impermeables e hidrófugas. Soporta el calentamiento a corto plazo hasta 100-110 ° С. Es interesante que los gránulos de ASA contienen un material transparente, y la transparencia es mayor que la del plástico SAN. Sin embargo, en la forma de un hilo de un color lechoso opaco.

Sus principales ámbitos de aplicación son la automoción, diversos tipos de modelismo de pasatiempos, detalles técnicos de aparatos utilizados en exteriores, pequeñas formas de diseño paisajístico, publicidad exterior.
Se disuelve con acetona. Según un conocido bloguero de círculos estrechos, si fuera por su voluntad, cambiaría de su querido ABS al ASA sin miramientos. Pero aparentemente el precio no arranca. Posiblemente el ASA, un filamento inmerecidamente descuidado.
Tabla 115-125 ° C. Boquilla – 245-265 ° C. Recomendamos: Barrera térmica totalmente metálica, pasiva. cámara de calor. Velocidad de 30-40 mm / seg
Policarbonato
Grupo de termoplásticos, poliésteres de ácido carbónico y alcoholes dihídricos de fórmula general n. Los policarbonatos aromáticos son los de mayor importancia industrial, principalmente el policarbonato a base de bisfenol A, debido a la disponibilidad de bisfenol A, sintetizado por condensación de fenol y acetona.
Gracias a la combinación de altas propiedades mecánicas y ópticas, el plástico monolítico también se utiliza como material en la fabricación de lentes, CD, faros, gafas y productos de iluminación. Es ampliamente conocido como producto de lámina de “policarbonato celular”.

PolyMax PC
Material de alta tecnología especialmente desarrollado por PolyMaker. El filamento es ideal para afrontar los retos de ingeniería más difíciles. PolyMax PC es insuperable en impresión, exigiendo la máxima resistencia y durabilidad.

PolyMax PC se ha diseñado utilizando la tecnología de nanorefuerzo Polymaker para garantizar la máxima calidad de impresión y unas propiedades mecánicas excepcionales en el producto acabado. De hecho, es uno de los plásticos más resistentes, con una resistencia a la flexión comparable a la del CoPa.


En comparación con PolyLite, PolyMax PC tiene una tenacidad incomparablemente mayor 25,1 ± 1,9 kJ / m 2 frente a 3,4 ± 0,1 kJ / m 2 .
PolyMax PC tiene la mejor tenacidad al impacto, y los productos fabricados con él se caracterizan por una increíble resistencia y durabilidad, combinadas con una alta resistencia a la temperatura. El uso de este filamento proporciona una impresión de alta calidad y el producto acabado tiene un acabado suave y ligeramente brillante.
Prácticamente inodoro. Refractario, ligero y de funcionamiento económico. El rendimiento óptimo del filamento garantiza una obstrucción prácticamente nula del extrusor y minimiza los artefactos durante la impresión.
Se recomienda imprimir en una impresora con cámara de impresión cerrada con mesa caliente.
Especificaciones
| Resistencia al impacto | 25.1 ± 1,9 kJ / m2 |
| Densidad de rosca | 1,18 – 1,20 (g / cm3 @ 21.5˚C) |
| Alargamiento a la rotura | 12,2 ± 1,4% |
| Módulo de flexión | 2044 ± 55 MPa |
| Módulo de tracción | 1879 ± 109 Mpa |
| Resistencia a la tracción | 59,7 ± 1,8 MPa |
| Resistencia a la flexión | 94,1 ± 0,9 MPa |
| Módulo elástico | 2048 ± 66 MPa |
| Índice de fusión | 6-8 g / 10 min (260 ℃ 1,2 kg) |
| Temperatura de transición vítrea | 113 ˚C |
| Punto de reblandecimiento | 117 ˚C |
La temperatura recomendada para calentar la plataforma es de 90 – 105˚C. Temperatura de la boquilla 250 – 270˚C. Velocidad de impresión recomendada 30 – 50 mm / s
PC-plástico Raise3D Premium
PC Raise3D Premium – policarbonato, uno de los termoplásticos industriales más avanzados, diseñado para imprimir modelos muy duraderos y resistentes al desgaste. Este plástico se caracteriza por su alta resistencia a la temperatura, resistencia al impacto y rigidez. Se utiliza principalmente en la creación de modelos para las fases posteriores de pruebas funcionales o para la producción de piezas acabadas, como componentes para electrodomésticos, montajes eléctricos, cascos de protección, etc. La alta resistencia a la temperatura (hasta 110 ° C) hace que el PC de Raise3D Premium sea una alternativa ideal a los metales (por ejemplo, para colocar piezas bajo el capó del coche).


El equipo de impresión debe tener una cámara térmica cerrada y un extrusor de alta temperatura con una barrera térmica totalmente metálica.
Especificaciones
| Alargamiento a la rotura | 12.2 ± 1.4% |
| Resistencia al impacto | 25,1 ± 1,9 kJ / m² (Charpy) |
| Densidad del hilo | 1,18 – 1,20 (g/cm3 a 21,5˚C) |
| Módulo de flexión | 2044 ± 55 MPa |
| Resistencia a la tracción | 59,7 ± 1,8 MPa (para XY), 29,1 ± 4,1 (para Z) |
| Resistencia a la flexión | 94,1 ± 0,9 MPa |
| Módulo elástico | 2048 ± 66 MPa (Jung) |
| Índice de fusión | 6 – 8 g / 10 min (a 260 C, 1,2 kg) |
| Temperatura de transición vítrea | 113 ℃ |
| Densidad | 1,19-1,20 g / cm. cub. (a 21,5 ˚C) |
| Punto de reblandecimiento | 117 ℃ (según Vika) |
| Temperatura ambiente | 70-80 ˚C |
Temperatura de la mesa de trabajo 80-105˚C. Temperatura de boquilla recomendada 250-270˚C Velocidad de impresión recomendada 60 mm / seg.
Carbono ePA-CF


Pertenece al grupo de plásticos de ingeniería de alta temperatura.
Producto ecológico a base de nailon con un 20% de fibra de carbono. La adición de fibras de carbono reduce los daños causados por los rayos UV en el soporte de nailon.
Tiene una superficie lisa y un efecto mate. No emite olores desagradables al imprimir. Posee alta resistencia, rigidez y resistencia al desgaste. Adecuado para la impresión 3D de piezas industriales utilizadas en el producto final.
Los modelos impresos pueden soportar un calor de hasta 160 ℃.
En comparación con el nylon, el material tiene una menor relación de compresión, contracción y, como resultado, proporciona una mayor precisión. Filamento no es inflamable, resistencia a la llama, cumple con el nivel: UL94-V2.
Cuando se imprime con carbono, se recomienda utilizar boquillas de acero inoxidable, que tienen menos desgaste que las boquillas de bronce y latón.
Para imprimir se recomienda una impresora con cámara cerrada y mesa calefactada.
Especificaciones
| Alargamiento a la rotura | 26% |
| Resistencia a la tracción | 85 Mpa |
| Resistencia a la flexión | 122 Mpa |
| Módulo elástico | 5160 Mpa |
| Resistencia al impacto según Izod | 15,5 kJ / m2 |
| Índice de fusión | 6 g / 10 min (250 ° C / 5 kg) |
| Densidad | 1,24 g / cm3 |
| Punto de reblandecimiento | 120 ° C |
Temperatura de fusión 240 – 260 ° С
Temperatura recomendada de la almohadilla 80 – 90 ° C


EPA-GF El plástico se imprime de forma excelente: la ausencia de distorsiones geométricas y la buena calidad de la superficie confieren al modelo el aspecto de un producto de calidad. La fibra de vidrio incluida reduce el porcentaje de contracción en comparación con el nylon puro, por lo que al imprimir modelos grandes, la probabilidad de contracción y deformación es mucho menor. La distorsión térmica es de 120 ℃. Este tipo de plástico es ideal para la producción de engranajes, cojinetes, defensas de aviones, bombas, piezas de bicicletas y automóviles y otras piezas de plástico funcionales y resistentes al calor para las industrias aeroespacial, automovilística, de ingeniería mecánica y química.
Especificaciones
| Resistencia a la tracción | 101 MPa |
| Resistencia a la flexión | 160 MPa |
| Módulo elástico | 4300 MPa |
| Resistencia al impacto según Izod | 8 kJ / m2 |
| Temperatura de fusión | 240 – 260 ℃ |
| Índice de fusión | 7 g / 10 min (250 ℃ / 5 kg) |
| Densidad | 1,35 g / cm3 |
| Punto de reblandecimiento | 120 ° C |
Temperatura de mesa recomendada 80-90 ℃
SBS
(styrene-butadiene-styrene)
Los plásticos SBS son otro material termoplástico relativamente nuevo en el mercado de filamentos para impresión 3D. Es un material moderadamente elástico y seguro, con una excelente adhesión entre capas, especialmente después de procesarlo en limoneno [11] o disolvente [12] . Las piezas fabricadas con esta varilla son flexibles, elásticas y no se rompen. Viene en una paleta de colores rica, vibrante y rica.
* [11] – Limoneno-D – 1-metil-4-isopropenilciclohexeno-1, un hidrocarburo del grupo de los terpenos. Disolvente para una serie de plásticos. Existe en dos formas ópticamente activas: enantiómeros y como mezcla racémica. Está contenido en muchos aceites esenciales (en aceites esenciales de cítricos hasta un 90% de D-limoneno) y en trementina (4-6% de dipenteno en trementina de Pinus silvestris).
[12] – El disolvente es una mezcla de hidrocarburos ligeros liberados de las materias primas del petróleo o del carbón, un líquido inflamable. Es una mezcla de hidrocarburos aromáticos con un pequeño contenido de naftenos, parafinas e hidrocarburos cíclicos insaturados. Se utiliza para disolver aceites, betún, cauchos, oligómeros de formaldehído de urea y melamina, poliésteres de ácido tereftálico, resinas de petróleo, poliésteramidas y polieterimidas, pinturas y barnices alquídicos de melamina, así como en el proceso de impresión.
Fácil de procesar y pintar. Se caracteriza por su baja toxicidad y contracción, así como por su alta resistencia. El SBS es inocuo para el ser humano y neutro al agua, lo que permite fabricar vajillas y cuberterías.

A la hora de imprimir, hay que tener en cuenta la baja adherencia entre capas, debido a la cual pueden producirse saltos de capas y delaminación. Las temperaturas de extrusión y calentamiento de la plataforma relativamente altas para los plásticos del grupo “popular” introducen algunas restricciones en la aplicación práctica de este filamento. Para algunas impresoras, experimentar con temperaturas de alrededor de 250 ° C hará que el extremo caliente tenga que ser reparado y la mesa recalibrada.
Además, la “elasticidad” del hilo requiere una alimentación directa y una alta permeabilidad de la trayectoria del filamento sin fricción ni flexión excesivas. De lo contrario, existe una alta probabilidad de solapamientos, dobleces y deslizamiento de la barra en el espacio libre del extrusor, seguido de una parada de la impresión. Debes utilizar una retracción mínima o desactivarla por completo si la geometría del modelo lo permite. Los usuarios experimentados recomiendan fijar el grosor de la capa igual a la mitad del diámetro de la boquilla. Cuando disminuye, aparecen rugosidades en las paredes exteriores; cuando aumenta, las capas pueden no sinterizarse.
La adherencia a la mesa es media, por lo que merece la pena utilizar medios adicionales de fijación de las primeras capas sobre la superficie de trabajo de la plataforma de construcción.

Entre las características distintivas de los plásticos SBS se encuentran la resistencia, la ductilidad y la resistencia al calor. Además, el módulo de elasticidad es mucho menor que el del ABS, por lo que los productos acabados son más flexibles.
Especificaciones
| Temperatura de fusión | 190-210 ° C |
| Punto de reblandecimiento | 76 ° C |
| Temperatura de funcionamiento | -80 + 65 ° C |
| Dureza (Rockwell) | R118 |
| Alargamiento a la rotura | 250% |
| Resistencia a la flexión | 36 MPa |
| Alargamiento a la rotura | > 260%. |
| Resistencia a la rotura | 34 MPa |
| Módulo de tracción | 1,35 GPa |
| Módulo de flexión | 1,45 GPa |
| Temperatura de transición vítrea | 95 ° C |
| Densidad | 1,01 g / cm³ |
| Precisión de impresión | ± 0,4% |
| Contracción en la fabricación de productos | 0,2 |
| Absorción de humedad | 0,07% |
Opciones de impresión. Diámetro de la boquilla 0,3-0,8 mm. Temperatura de extrusión 220-240 ° C. Temperatura de la mesa 70-90 ° C. Flujo de aire recomendado – 20%.
Vidrio SBS (vidrio)
(Styrene-butadiene copolymer)
Modificación del termoplástico SBS base. La principal ventaja de los filamentos SBS-Glass es su transparencia: cerca del 93% de transmisión luminosa. Después del tratamiento con disolvente o limoneno, toman la forma de vidrieras.

Se obtienen productos especialmente interesantes cuando se imprime en los modos “florero” (jarrón), “espiral”. La mayor transparencia del modelo tras el tratamiento químico se observará en los modelos con una mayor altura de capa; por ejemplo, para una boquilla de 1,5 mm, basta con un grosor de capa de 0,35 mm. Si no se dispone de una boquilla del diámetro necesario, se puede aumentar la anchura de la extrusión aumentando el coeficiente de flujo (flujo, multiplicador de extrusión), puede ser necesaria una pared gruesa para simular una botella de vidrio.
Para una impresión fiable, se recomienda fijar un valor de retracción pequeño: para un extrusor directo 0,5 mm, para bowden no más de 1 mm. El flujo de aire es mínimo. Hay un alto grado de adhesión al vidrio limpio a temperaturas de 50-80 ° C.

Los modelos se tratan químicamente con un disolvente (nefras-A), xileno o d-limoneno. Los productos con un grosor de pared de 1 mm o más pueden tratarse por inmersión en disolvente. Inmediatamente después del contacto del disolvente con el material, es necesario empezar a secar el modelo con un secador de pelo doméstico o de obra.
El resultado de tal procesado serán productos que se parecen mucho a los envases de vidrio, pero al mismo tiempo son fuertes, resistentes y completamente seguros.
Especificaciones
| Módulo de flexión | 1.5 GPa |
| Contracción | 0.2-1.1% |
| Higroscopicidad | extremadamente bajo – 0,06 |
Ajustes de impresión recomendados. Boquilla 225-240 ° C. Tabla 50-80 ° C. Velocidad de impresión de hasta 100 mm / s
PEEK
( Polyetheretherketone )
Un moderno material semicristalino que ofrece una combinación única de resistencia mecánica, química y térmica. Las piezas de PEEK pueden irradiarse con rayos X y rayos gamma. La infusibilidad de este filamento hace que sea imposible imprimirlo en la mayoría de las impresoras 3D de consumo.

Plástico muy duradero y resistente a altas temperaturas. Prácticamente no se utiliza en la impresión doméstica, debido a las elevadas exigencias en cuanto a las temperaturas de la boquilla y la mesa de la impresora. Requiere una cámara de calor, preferiblemente activa. La adherencia interlaminar es buena, pero la adherencia a la plataforma de construcción es deficiente, por lo que se requieren medidas adicionales para fijar las primeras capas.
Se utiliza para imprimir prototipos funcionales de productos sometidos a grandes esfuerzos físicos y mecánicos y que funcionan a temperaturas elevadas. Debido a sus propiedades únicas, tiene el mismo precio único: un filamento muy caro.
ePEEK Pro Esun
Polímero semicristalino resistente al calor con excelentes propiedades mecánicas y químicas. Conserva una alta resistencia al desgaste a temperaturas de hasta 250 ° С, tiene un alto nivel de resistencia al fuego y puede soportar el calentamiento de hasta 315 ° С por un corto tiempo. ePEEK es un material refractario con un punto de fusión de 152 ° C.



El material es resistente al ataque químico, al aumento de la radiación y a la hidrólisis. Destaca por su alta resistencia y su resistencia a la fatiga a esfuerzos alternantes, comparable a la de los materiales de aleación. Su elevada adhesión entre capas y viscosidad, así como su resistencia, rigidez y bajo coeficiente de fricción, permiten utilizar el plástico para la fabricación de piezas funcionales en diversos ámbitos industriales.
El ePEEK se considera uno de los termoplásticos de ingeniería más eficientes y se utiliza ampliamente en los sectores aeroespacial, militar, del petróleo y el gas, de la automoción y la ingeniería mecánica, la energía nuclear, los equipos médicos y los semiconductores electrónicos, entre otros.
Especificaciones
| Módulo de tracción | 3500 Mpa |
| Resistencia a la tracción | 100 Mpa |
| Resistencia a la flexión | 170 Mpa |
| Módulo elástico | 3500 MPa |
| Resistencia al impacto según Izod | 7 kJ / m2 |
| Temperatura de fusión | 380 – 410 ° C |
| Índice de fusión | 10 (380 ° C / 5kg) |
| Densidad | 1.3 g / cm, cube |
| Espesor mínimo de pared | 1 mm |
| Precisión de impresión | ± 3% |
| Contracción en la fabricación de productos | one% |
| Absorción de humedad | 0.4% |
| Punto de reblandecimiento | 152 ° C |
Parámetros de impresión: Temperatura de extrusión 360-410 ° C. Temperatura de la mesa 120-180 ° C. El flujo de aire es indeseable.
Básico, elástico
Los poliuretanos son diferentes. Algunos pueden ser muy blandos, parecidos a la silicona, mientras que otros son muy duros, similares al SBS.
¿Qué tienen de interesante los poliuretanos termoplásticos? Son elastómeros con una excelente adherencia entre capas, resistencia a la intemperie y gran resistencia al desgaste. Los elastómeros típicos son diversos cauchos y gomas.

Sin embargo, la impresión con cualquier filamento elástico “similar al caucho” requiere la modificación del equipo básico o el uso de equipos especializados. Como mínimo, un extrusor directo adaptado de alta calidad.
Debe entenderse que los materiales con un alto coeficiente de elongación son difíciles de controlar en los movimientos mecánicos. Debido a su susceptibilidad a las cargas, dicho filamento es difícil de presionar firmemente contra el engranaje de accionamiento y, al mismo tiempo, evitar que resbale o muerda, es decir, la fuerza de presión del rodillo de presión inactivo es limitada.
También se necesita una trayectoria de filamento sin concesiones desde el engranaje de accionamiento y empuje hasta la zona caliente del extremo caliente, ya que en cada oportunidad conveniente, el “hilo de goma” se esfuerza por deslizarse en cualquier espacio libre o agujero. Muchos sistemas especializados de impresión flexible utilizan un extrusor con dos engranajes de accionamiento sincronizados para empujar con seguridad el filamento Flex.
A menudo, los TPE, TPU y otros filamentos con características fisicoquímicas similares son definidos por los fabricantes bajo el grupo Flexible.
TPE
(elastómeros termoplásticos de poliéster)
Los elastómeros termoplásticos (TPE) son materias primas. Los TPE no son una sola unidad, como la silicona, sino que están formados por todo un grupo de polímeros. Los TPE no requieren vulcanización, tienen una baja densidad (suaves al tacto), son elásticos, dúctiles y tienen una alta resistencia a la tracción.

Resistente a la deformación y a diversas influencias ambientales (temperatura y humedad). No obstante, la deformación elástica del TPE se convierte con bastante rapidez en plástico irreversible, y el TPU recupera su tamaño por completo.
eLástico-plástico ESUN
ESUN eLastic es un material flexible, fuerte y elástico similar a la silicona. La estructura de TPE garantiza una gran elasticidad del producto acabado. El material es resistente a las bajas temperaturas.


Adecuado para imprimir artículos flexibles y blandos. Se utiliza para hacer artículos de uso diario, zapatos, fundas, botones, máscaras, decoración, etc.
Es mejor imprimir a baja velocidad, unos 15-30 mm/s, para que la barra no sea “masticada” por el mecanismo de alimentación. Recomendado para impresoras de alimentación directa. Es posible la impresión en mesa fría.
Especificaciones
| Alargamiento a la rotura | 420% |
| Resistencia a la tracción | 32 MPa |
| La temperatura de fusión | 210 – 230 ° C |
| Densidad | 1,14 g / cm3 |
TPU
(urethane TPE)
El TPU es un moderno material de alta temperatura de un grupo de polímeros, el poliuretano termoplástico. Es un material que combina la resistencia del plástico y la flexibilidad de la silicona, fabricado a base de poliésteres – enlaces de uretano conectan elementos orgánicos. La elasticidad de los productos impresos es la principal propiedad que determina el uso de este plástico.
eTPU-95A Esun
Plástico elástico con un elevado coeficiente de elasticidad, que reduce significativamente la velocidad de deformación del material. Presenta una elevada resistencia a la humedad y resistencia hidrolítica, por lo que los productos fabricados con él pueden exponerse al agua sin peligro.


El eTPU-95A de Esun se caracteriza por su alta resistencia, durabilidad y resistencia a los rayos UV, lo que lo hace adecuado para modelos funcionales. Además, el plástico es muy transparente. Los productos acabados tienen una superficie agradable al tacto.

Los principales ámbitos de aplicación son la fabricación de piezas de automóviles, electrodomésticos, suministros médicos, suelas, fundas de smartphones, pulseras y otros productos que requieren gran flexibilidad y resistencia.
Especificaciones
| Temperatura de fusión | 210 – 240 ° C |
| Índice de fusión | 8,4 g / 10 min (190 ° C / 2,16 kg) |
| Densidad | 1.43 g / cm3 |
| Temperatura recomendada de la almohadilla térmica | 0 ° C |
La eTPU-95A es compatible con casi todas las impresoras 3D, ya que no requiere una mesa calefactada. El precio está por encima de la media.
Subsidiary
La finalidad principal de estos filamentos es el soporte. Sus propiedades físicas y químicas, así como las condiciones de temperatura de impresión, son diferentes de las del material base del producto, lo que facilita la separación del “grano de la paja” tras su finalización, ya sea mecánica o químicamente. En otras palabras, tras la impresión, estos filamentos pueden disolverse en diversos líquidos.


Otra función de los materiales auxiliares se ha convertido recientemente en la fabricación de modelos de objetos, que en el futuro tendrán que ser encarnados a partir de otro material mediante fundición. Es decir, estamos hablando de los hilos quemados, o más correctamente, a la cera perdida, para la impresión 3D. Por regla general, se crean a base de cera u otros ingredientes a baja temperatura.

Y una finalidad completamente inusual de los filamentos auxiliares era la tarea técnica de limpiar y sanear las zonas calientes de las extrusoras y el recorrido del filamento. El antiguo método consistente en calentar el filamento en la zona caliente de la extrusora, enfriarlo a continuación y sacarlo bruscamente de la extrusora junto con la suciedad y los tapones fue reconocido por los expertos como una barbaridad. A cambio, idearon otro. Sobre él, a continuación.
Soluble (Soluble)
HIPS
(Poliestireno de alto impacto, poliestireno de alto impacto)
El poliestireno de alto impacto (HPS) -un copolímero de estireno con caucho butadieno- se utiliza mucho en la industria para fabricar carcasas de aparatos electrónicos, diversos productos domésticos, materiales de construcción, vajillas desechables, juguetes, instrumental médico, etc.
Desde su adopción generalizada a principios de los años 50, este plástico se ha convertido en uno de los polímeros más populares del mundo debido a su bajo coste y a todo tipo de combinaciones con otros plásticos y elastómeros.
Generalmente se acepta que el poliestireno ha aparecido recientemente en la impresión 3D, pero esto no es cierto, ya que uno de los copolímeros populares del poliestireno es el plástico ABS.
El HIPS pertenece a la categoría de los polímeros termoplásticos. Durante su producción, se añade polibutadieno a la materia prima principal a base de poliestireno, como resultado de lo cual el filamento adquiere la elasticidad del caucho con propiedades de alta resistencia.

El material HIPS es opaco, duro, resistente a los impactos, las heladas y las temperaturas extremas. Se disuelve en limoneno, un disolvente natural extraído de los cítricos, por lo que puede utilizarse para crear estructuras de soporte que no tengan que desmontarse mecánicamente.
La ventaja del HIPS sobre el plástico ABS son sus excelentes propiedades de aislamiento eléctrico, mientras que el HIPS tiene características muy similares al ABS en cuanto a resistencia al impacto y rigidez. El HIPS, al igual que el ABS, es muy fácil de imprimir, pero hay que tener en cuenta la contracción.
Los productos fabricados con HIPS pueden lijarse, imprimarse y pintarse de cualquier color. Sin embargo, a pesar de algunas similitudes con las propiedades del ABS, el HIPS sigue siendo significativamente diferente de él.
Comparado con el PVA como material de soporte, el HIPS es más barato, no reacciona a la humedad ni al agua. Cuando se utiliza con ABS, conviene asegurarse de que el fabricante de este último no ha añadido demasiado poliestireno a su composición (el punto de fusión de un ABS tan impuro es más bajo), de lo contrario la pieza se disolverá junto con los soportes en limoneno.

El HIPS puede contener una pequeña cantidad de monómero de estireno residual. El estireno es altamente tóxico y puede liberarse en forma de vapor cuando se calienta el HIPS. Le recomendamos que imprima en una zona bien ventilada.
Los productos HIPS tienen un amplio rango de temperaturas de funcionamiento de -40 a + 70 ° С. La impresión con material HIPS es muy similar a la impresión con plástico ABS.
HIPS Especificaciones *
| Temperatura de extrusión | 230-240 ° C |
| Resistencia a la flexión | 33 Mpa |
| Resistencia a la tracción | 62 Mpa |
| Módulo de flexión | 2280 MPa |
| Alargamiento a la rotura | 65% |
| Contracción por enfriamiento | 0.8% |
| Densidad del material | Aproximadamente 1,05 g / cm³ |
Temperatura de la boquilla 220-240 ° C. La temperatura de la mesa de trabajo es de unos 80-100 ° C.
* Las especificaciones reales pueden variar según el fabricante
PVA
(alcohol polivinílico, alcohol polivinílico)
Bajo la abreviatura PVA (PVA) se esconden dos tipos de material: el acetato de polivinilo (PolyvinylAcetate, PVAc) y el alcohol polivinílico (PolyvinylAlcohol, PVAl). Según la fórmula química, son bastante similares, sólo que en el alcohol polivinílico no hay grupos acetato, y sus propiedades también coinciden – en muchos aspectos, pero no en todos. Desgraciadamente, los vendedores a menudo se limitan a enumerar el PVA sin hacer distinciones.
El PVA se produce a partir de diversas materias primas, como gas etileno (liberado durante la maduración de algunas frutas y verduras), alcohol etílico (el mismo alcohol de beber) y productos derivados del petróleo, pero en cualquier caso no es tóxico en su forma acabada y no supone ningún peligro para la salud.
Alcohol polivinílico PVAl requiere una temperatura de funcionamiento de alrededor de 180-200 ° C, su aumento adicional no es deseable – pirólisis (descomposición térmica) puede comenzar. Además, el material es muy higroscópico, absorbe activamente la humedad del aire, lo que crea problemas durante el almacenamiento y la impresión, especialmente si el diámetro del filamento es de 1,75 mm.
Se recomienda almacenar el plástico PVA en un envase seco al vacío y, si es necesario, secarlo antes de utilizarlo. Normalmente, las bobinas estándar tardan entre 6 y 8 horas en secarse a 60-80 °C. Si se supera la temperatura de secado, el plástico se degrada.

Con poca humedad, el plástico tiene una gran resistencia a la tracción. Al aumentar la humedad, disminuye la resistencia, pero aumenta la elasticidad. La temperatura de extrusión es de 160-175 ° C. Aumentar la temperatura de impresión no es deseable.
Características generales del material: biodegradable, soluble en agua a temperatura ambiente, no tóxico, no causa irritación de la piel. PVA, cuando se imprime como soportes, es compatible con muchos filamentos, mientras que fácilmente se separa del material de base cuando se enfría, y el calentamiento del agua a 60 ° C acelerará significativamente su disolución.
Temperatura de impresión recomendada 170-190 ° C
Características físicas y mecánicas del plástico PVA:
| Densidad, g / cm3 | 1.25 – 1.36 |
| Punto de fusión, ° С | 190 – 200 |
| Punto de fluidez, ° С | 45 – 55 |
| Calor específico, J / K | 0,4 |
| Viscosidad, mPa | 22.0 – 30.0 |
| Grado de polimerización | 1680 – 1880 |
| Masa molecular | 73900 – 82700 |
ePVA +
Plástico PVA mejorado desarrollado por eSun.
Con propiedades similares al PVA, ePVA + presenta varias ventajas. Este material es dos veces más rápido que el PVA se disuelve en agua. ePVA + es menos susceptible a la higroscopicidad y por lo tanto proporciona una impresión más estable.


Por desgracia, tiene un coste muy elevado. Pero si se aplica racionalmente, entonces el material es simplemente insustituible para obtener áreas sobresalientes planas.
Especificaciones:
| Densidad del material | 1.14 g / cm3 |
| Resistencia a la tracción | 26 MPa |
| Alargamiento a la rotura | 190% |
Parámetros de impresión: Temperatura de la boquilla 190-210 ° C Temperatura de la mesa 60-80 ° C
Fundible
PolyCast
La empresa PolyMaker es ampliamente conocida entre los aficionados y profesionales nacionales de la impresión 3D FDM por sus resinas y plásticos de alta calidad.
PolyCast es un material de impresión 3D de alta tecnología con muy bajo contenido en cenizas. Ideal para la conciencia de los modelos maestros, lo que simplifica enormemente el proceso de fundición. En la producción de filamento se utilizan tecnologías Layer-Free, que permiten que la superficie del modelo impreso sea lisa, sin rugosidades, para lo cual se utilizan vapores de alcohol etílico.

El filamento es muy práctico y se puede imprimir en prácticamente cualquier impresora 3D que mantenga una temperatura de boquilla de 190˚C – 220˚C.

PolyCast no absorbe la humedad y tiene un contenido de cenizas muy bajo, es decir, después de quemar el plástico, prácticamente no quedan cenizas, lo que permite moldear modelos de alta calidad.
Tras la impresión, el modelo puede tratarse adicionalmente con vapor de alcohol etílico para reducir la estratificación de las superficies. El uso de este filamento permite reducir el tiempo y el coste de la fundición de modelos tanto en el proceso de producción como en el trabajo amateur. Debido a sus parámetros técnicos, es muy adecuado para la fabricación de formas complejas. El plástico tolera perfectamente el almacenamiento a largo plazo.
El bobinado de alta calidad del filamento en la bobina garantiza una alimentación suave en la prensa.
El uso de la tecnología Ash-Free en la producción de este hilo permite conseguir un contenido de cenizas excepcionalmente bajo, es decir, durante la cocción, el filamento se quema perfectamente de manera uniforme, sin residuos, lo que garantiza que el modelo fundido acabado no tenga defectos.
Especificaciones
| Superficie de la almohadilla Build Tak | Sí |
| Resistencia al impacto | 9.6 ± 0.9 kJ / m2 |
| Tipo de material | Castable |
| Densidad del hilo | 1.1 (g / cm3 @ 21.5˚C) |
| Colour | Natural |
| Alargamiento a la rotura | 5.8 ± 0.9% |
| Resistencia a la tracción | 37.5 ± 1.7 MPa |
| Resistencia a la flexión | 60.2 ± 1.6 MPa |
| Módulo elástico | 1745 ± 151MPa |
| Índice de fusión | 6.6 – 6.7 g / 10 min (260 ℃ 1.2 kg) |
| Temperatura de transición vítrea | 70 ˚C |
| Punto de reblandecimiento | 67 ˚C |
Printing temperature 190˚C – 220˚C. Recommended temperature for heating the site is 25˚C – 70˚C. Recommended print speed 40mm / s – 60mm / s.
Limpieza
Filamento para limpieza de impresoras
En 2014, eSun introdujo un filamento poco habitual. Este plástico especialmente desarrollado a base de nailon está diseñado para eliminar los depósitos de carbono, los restos de filamento viejo y otros cuerpos extraños de la zona caliente de la extrusora y del recorrido del filamento. Se desconoce la composición de la barra, al menos la empresa no dice nada al respecto. Sólo se conoce la densidad del hilo, que es de 0,95 g / cm 3

La aplicación es bastante sencilla, calentar la extrusora a 150 – 220 (máx – 260C) grados, insertar el filamento y esperar a que salga por la boquilla con restos de suciedad y plástico endurecido.
El material se suministra en una madeja de 1,75 mm y un peso de 100 g
Especializada, decorativa
Se puede hablar sin parar de filamentos decorativos. Si tomamos la gran variedad de termoplásticos desarrollados, evolucionados y ya obsoletos con diversos tipos de cargas y clarificantes, y multiplicamos por el número de fabricantes, y luego multiplicamos por el número de nombres de filamentos a menudo similares, entonces el número puede salir con tres o más ceros al final. No podremos describirlos todos, por lo que dejaremos la posibilidad de jodidos experimentos futuros, y nos centraremos en los más populares y demandados en la actualidad.
Fluorescente o luminiscente
Estos plásticos brillan en la oscuridad. Cierto, para ello deben estar a la luz durante algún tiempo antes, para recargarse. Para deleite de los niños y como medio de control y seguridad. Después de todo, con ellos se pueden imprimir no sólo divertidos juguetes de entretenimiento, pulseras, “orejas”, llaveros y “boomboxes”, sino también collares para gatos y perros, reflectores, señales restrictivas y otros dispositivos útiles que le indicarán el camino en la oscuridad o le salvarán de colisiones.

Cabe señalar que existen dos tipos de filamentos “luminosos”. Los fluorescentes, que necesitan acumular energía luminosa para brillar en la oscuridad, y los luminiscentes, que sólo exhiben sus propiedades luminosas bajo los rayos ultravioleta. En este último, en condiciones normales de iluminación, se conserva la gama de colores, mientras que en el primero sólo aparece en la oscuridad.
LUMIFLEX verde
Termoplástico similar al caucho basado en caucho de estireno-butadieno.
Producido por Filamentarno, este filamento contiene un fósforo y puede brillar durante mucho tiempo en la oscuridad después de estar bajo la luz diurna o artificial. A la luz, el color del plástico se aproxima a un tono blanco lechoso, blanquecino. Su combinación de colores sólo aparece en la oscuridad, después de estar bajo una lámpara UV.


Características distintivas de esta serie de polímeros con características similares – no absorbe la humedad y no requiere secado antes de la impresión, tiene una excelente adherencia entre capas y se fija perfectamente en el escritorio. También vale la pena destacar la posibilidad de impresión rápida (100 mm / s y superior), disponible el procesamiento posterior a la impresión de la pieza con disolvente, xileno o limoneno con coloración adicional.
Especificaciones
| Resistencia al calor (mín./máx.) | -80 ° C / + 80 ° C |
| Dureza Shore A | 60 |
Ajustes de impresión recomendados. Boquilla 240-255 ° C. Tabla 0-60 ° C. Modelo de soplado 0-100%. Velocidad de impresión de hasta 160 mm / s. Retraer 0-1 mm. Flujo de plástico (Flow) 105-115%. Min. diámetro de la boquilla de 0,4 mm. Min. altura de la capa de 0,2 mm
FDplast “Espada del Jedi”
(Polilactida)
FDplast, fabricante ruso de filamentos para impresión FDM, presentó por primera vez el plástico PLA luminiscente Jedi Sword en 2016. Desde entonces, este “plástico luminiscente” ha sido muy popular, especialmente en vísperas de las fiestas, y es uno de los materiales más espectaculares para la impresión 3D. Contiene un fósforo: un pigmento que proporciona luminosidad en la oscuridad.

Esta varilla no es tóxica ni radiactiva y es completamente segura para los seres humanos. Su base de PLA garantiza una impresión sin problemas en equipos sanos con los ajustes recomendados por el fabricante.
Especificaciones
| Densidad | 1.25 g / cm³ |
| Caliente. Productos | 55 ° C |
Ajustes de impresión recomendados. Boquilla 190 – 225 ° C. Tabla 40 ° C. Velocidad de impresión 25-40 mm / s.
Textura:
Seda, “madera”, arcilla y cerámica, mármol,
piedra, arena, metal
“madera”
LAYWOO-D 3 (Laywood)
En 2012, el inventor Kai Party desarrolló un filamento FDM que puede imprimirse en madera en las impresoras 3D RepRap. Desde entonces, este original plástico decorativo ha tenido una demanda constante entre un gran número de fabricantes aficionados.
Laywood es un compuesto de madera y polímero (también llamado WPC) formado por un 40 % de partículas de madera reciclada y un aglutinante de resina seguro, y los objetos impresos en 3D tienen un aspecto asombrosamente realista: incluso tienen “anillos anuales” que pueden verse en cualquier tronco.

El material tiene una estabilidad térmica similar a PLA y se puede imprimir con temperaturas de extrusión de 175 ° C – 245 ° C. Después de la impresión, el producto se parece a la madera, e incluso tiene un olor correspondiente – huele a serrín fresco. Y si se varía la temperatura del extremo caliente de capa a capa, se puede conseguir el efecto de la presencia de anillos anuales en la textura. Por ejemplo, a 180 °C las capas tendrán un tono más claro, y a 245 °C se oscurecerán.
La madera de estratificado no es tóxica, lo que permite utilizar productos fabricados con ella como recuerdos, productos decorativos, de comedor y de juego. El tratamiento posterior de los modelos acabados es el mismo que el de la madera normal: se pueden serrar, taladrar, cortar, lijar y pintar.
Además de las ventajas anteriores, Laywood presenta una contracción casi nula. Sin embargo, para evitar que se atasque el extremo caliente, no se recomienda utilizar boquillas de pequeño diámetro: de 0,6 a 0,8 mm o más son bastante adecuadas.
Para pegar las piezas, se pueden utilizar adhesivos para madera o compuestos adecuados para PLA.
El grosor básico de la barra es de 3 mm. Existe una versión estándar de 1,75 mm.
Laywoo-D3 es producido por la empresa alemana RepRap GmbH bajo la licencia del inventor Kai Parthy, similar en todos los aspectos plásticos, pero bajo diferentes marcas comerciales son fabricados y vendidos por muchas empresas en todo el mundo.
Atención. Para temperaturas de impresión superiores a 235-245 ° C, se recomienda utilizar sólo extrusoras con una barrera térmica totalmente metálica. Aumentar la velocidad de impresión y reducir el número de retracciones.
Tabla 50-60 ° C o sin calefacción. Boquilla 175-245 ° C (rango recomendado 185-230 ° C)
Wood eSun
Todas las características como el filamento anterior sólo que de un fabricante conocido.
El color del plástico de la bobina es marrón. Se suministra con diámetros de hilo de 3 y 1,75 mm.


Especificaciones
| Densidad, g / cm³ | 0.6-0.8 |
| Temperatura de deformación, ° С | 45 |
| Resistencia a la tracción, MPa | 67 |
| Alargamiento a la rotura, %. | 4 |
| Resistencia a la flexión, MPa | 111 |
| Módulo de flexión, MPa | 4323 |
| Resistencia al impacto según Izod (ISO180), kJ / m2 | 5.9 |
| Índice de fluidez, g / 10 min | 15 (190 ° C / 2,16 kg) |
Temperatura de extrusión 190-220 ° C. Temperatura de calentamiento de la mesa 0/60 ° С.
Velocidad de alimentación del filamento 30-60 mm / s
“Arena”
Laybrick
Laybrick es otro desarrollo de Kai Parthy, el creador del aclamado compuesto de madera Laywoo-D3.

Consiguió crear una imitación de arenisca muy natural. Al igual que el Laywoo-D3, el material es muy poco pretencioso y no requiere altas temperaturas de extrusión ni calentamiento de la plataforma. La contracción de Laybrick también es mínima, lo que evita deformaciones durante el enfriamiento. Como relleno se utiliza tiza triturada.
Una cualidad interesante de Laybrick es el cambio de textura a diferentes temperaturas de impresión. El intervalo de temperatura para la impresión puede ser de 45 grados, de 165 ° C a 210 ° C.
Se obtienen superficies cada vez más lisas del modelo a temperaturas bajas de 165 ° C a 195 ° C, y cuando se elevan a los valores máximos posibles, se vuelven más texturadas, adquiriendo una similitud visual con la arenisca natural. El uso de un cambio dinámico capa por capa en las temperaturas de impresión ayudará a conseguir efectos inusuales con transiciones de superficies lisas a otras más rugosas.
Cuando se imprime a altas temperaturas, se recomienda utilizar flujo de aire. Laybrick se endurece durante un tiempo bastante largo, por lo que puede retirar el modelo de la mesa no antes de dos o tres horas después de la impresión. El tiempo de enfriamiento varía en función de la temperatura de impresión.


Laybrick es ideal para pequeñas formas escultóricas, recuerdos, diseños paisajísticos y proyectos arquitectónicos.
Los productos impresos son fáciles de mecanizar y decorar. La pintura se adhiere muy bien a este material. Contiene materiales minerales naturales (tiza y copoliéster). Los productos Laybrick son resistentes a temperaturas de hasta 70 °C. El material no es tóxico y no supone ningún peligro para la salud. Se suministra con diámetros de hilo de 3 mm y 1,75 mm.
Recomendamos imprimir en capas de 0,1 – 0,4 mm. No es necesario calentar la mesa. Boquilla 165-210 ° C
Atención. Se debe tener cuidado al manipular los consumibles debido a la alta fragilidad del hilo.
CERAMO-TEX PRO (blanco)
¡CERAMO-TEX PRO serie de plástico a base de SAN de Filamentarno! ¡Es tal vez una barra completamente inusual en términos de sus propiedades, que no tiene análogos en el mercado! La superficie impresa de este polímero tiene una textura natural uniforme y estable que oculta los defectos de impresión. En la mayoría de los casos, las impresiones de CERAMO-TEX no necesitan ser procesadas.


No absorbe la humedad durante el almacenamiento. Excelente adherencia de impresión entre capas y mínima contracción. Fácil de lijar. Adecuado para la impresión de productos finales que no requieren tratamiento posterior, incluidos los de gran tamaño.

Al imprimir a altas temperaturas (240-250C), con un suministro reducido de plástico, se pueden obtener productos mucho más ligeros que el agua (hasta 0,55 g / cm3), incluso con un llenado del 100%. Tales propiedades de los productos finales se logran debido al hecho de que las espumas plásticas CERAMO-TEX se espuman cuando se calientan en el extremo caliente de la extrusora.
Resistencia al calor de los productos de plástico CERAMO-TEX hasta 102 ° С
Ajustes de impresión recomendados. Boquilla 230-260 ° C. Tabla 90-110 ° C. Modelo de flujo de aire 0-20%. Velocidad de impresión de hasta 100 mm / s. Retracción: 1-3 mm (directa); 3-5 mm (bowden).
Alimentación de plástico (Flow) 50-80%. Diámetro mín. de boquilla a partir de 0,25 mm. Min. altura de la capa de 0,15 mm Resistencia a la temperatura (min / max) hasta + 102 ° С
“Mármol”
En 2015, Spеtrum Filament es una marca polaca que, tal vez, fue una de las primeras en ofrecer a los admiradores de las tecnologías aditivas una amplia variedad de filamentos interesantes. Recientemente ha podido sorprender a todos lanzando un material completamente único. Se fabrica a base de PLA.

Los “consumibles” con el nombre de “compuesto antiguo” hicieron mucho ruido entre los amantes de las pequeñas formas escultóricas hace unos años. Aún así, tienen la oportunidad de obtener productos que exteriormente no se distinguen de algunos tipos de esta noble piedra sin complicados procedimientos de postprocesado.

Sin embargo, la presencia de aditivos gruesos tiende a imponer limitaciones en el tamaño de la boquilla, la velocidad de impresión y los ajustes de flujo.
eMarble Esun
El plástico eMarble de Esun es un nuevo material de diseño basado en PLA para impresión 3D. Es compatible con cualquier impresora FDM y bolígrafo 3D, ya que no requiere una mesa calefactada. Los productos acabados tienen una hermosa textura de mármol.

Además, el filamento tiene las mejores propiedades del PLA: buena resistencia, baja contracción y facilidad de impresión. eMarble está fabricado con materiales vegetales orgánicos, es biodegradable y prácticamente inodoro.

Perfecto para hacer recuerdos, figuritas, artículos de decoración con imitación de una superficie de mármol.
Especificaciones
| Alargamiento a la rotura | 6% |
| Tipo de material | PLA |
| Resistencia a la tracción | 53 Mpa |
| Resistencia a la tracción | 60 Mpa |
| Densidad | 1.24 g / cm3 |
| Punto de reblandecimiento | 67 ° C |
La temperatura recomendada para el calentamiento de la plataforma es de 0 / 60-80 ° C. Temperatura de la boquilla 190-220 ° C.
“Metal”
Según su composición, los plásticos decorativos “como el metal” se dividen en dos grupos.
El primero son los plásticos con adición de polvo metálico. Estos plásticos imitan muy bien al metal en peso y aspecto, pero suelen requerir un tratamiento posterior y pulido tras la impresión. Debido a la gran fluidez de estos plásticos, puede resultar difícil encontrar los ajustes adecuados para imprimir con éxito. Además, la presencia de diminutas partículas metálicas afecta negativamente a la durabilidad de las piezas impresas.
El segundo grupo tiene un parecido externo con el metal debido a los pigmentos adaptados al color metálico y al brillo. Son más ligeros que los representantes del primer grupo, pero no requieren tratamiento posterior e imprimen sin problemas.
Bronce eSun
Cabe señalar que Shenzhen ESun Industrial Co. Ltd se fundó en 2002 y se ha dedicado a la investigación, el desarrollo y la producción industrial de polímeros biodegradables como PLA y PCL.
Desde 2007, eSun desarrolla con éxito la producción de consumibles para dispositivos de fabricación aditiva, incluidos para la impresión FDM: PLA básico, ABS y específicos – HIPS, PETG, PVA, materiales basados en nailon, policarbonato y muchos otros. Cuenta con filiales en Europa y EE.UU.


ESun fundó PKU-HUST, el Instituto de Investigación de Shenzhen y Hong Kong y el Centro de Investigación de Materiales Biológicos de Alta Molécula de eSun. Estas organizaciones cooperan activamente con la Universidad de Pekín y la Universidad de Wuhan. Los resultados de sus investigaciones son reconocidos no sólo en China, sino también en otros países.
El plástico decorativo Bronce de la empresa china eSun está creado a base de PLA, pertenece al segundo tipo de filamentos decorativos y tiene un tono que recuerda al bronce.

Lo mejor es que, una vez impreso, no requiere ningún tratamiento posterior. No es necesario pulirlo ni lijarlo. El producto está inmediatamente listo para su uso. Pero hay que tener en cuenta que el material es muy fluido y es posible que se descuelgue con los toldos. Por lo demás, no se requieren ajustes de impresión.


El material no es barato: una libra cuesta más de 2.000 rublos. Si intenta lijar este termoplástico, se pierde el efecto del metal de bronce. Quizá la característica más atractiva de este filamento sea su peso – se acerca mucho a los parámetros naturales. Por lo tanto, bustos y pequeñas formas escultóricas en su rendimiento será muy convincente.
Especificaciones
| Alargamiento a la rotura | 16% |
| Resistencia a la tracción | 66 MPa |
| Resistencia a la flexión | 106 MPa |
| Módulo elástico | 4442 MPa |
| Resistencia al impacto según Izod | 4 kJ / m2 |
| Temperatura de fusión | 180 – 210 ℃ |
| Índice de fusión | 62 g / 10 min (190 ° C / 2.16 kg) |
| Temperatura de calentamiento | 25-70 ℃ |
| Densidad | 1.27 g / cm3 |
| Punto de reblandecimiento | 50 ° C |
Temperatura recomendada para la almohadilla térmica 0 / 60-80 ° C
La temperatura recomendada de la boquilla es de 200 ℃, la temperatura de la tabla es de 60 ℃.
eCopper
El plástico decorativo es un compuesto a base de PLA relleno de las más pequeñas partículas de cobre. Quizá por eso la barra es muy frágil, pero con dobleces no fuertes recuerda su forma como un alambre. Tiene un tono que recuerda al cobre frotado antiguo (no confundir con el latón).

Pesa bastante más que el PLA normal. Y si usted hace un pequeño corte, pero se puede notar manchas de metal en los aspectos más destacados, por lo que para dar al producto el aspecto de metal natural, es necesario lijar ligeramente con un cepillo fino de metal, y es mejor para pulirlo. Entonces sí que jugará con la luz.

La impresión no causa ningún problema particular, no se encontraron sorpresas. Y gracias al relleno, la contracción de este PLA modificado es completamente mínima. eCopper, con toda probabilidad, interesará a los fabricantes de llaveros y productos realistas estilizados “como metal” con posterior tratamiento adicional mediante abrasivos. El coste de una bobina de plástico se acerca al del cobre real: más de 4000 por 1 kg.


Especificaciones
| Resistencia a la tracción | 40 MPa |
| Resistencia a la flexión | 64 MPa |
| Módulo elástico | 4954 MPa |
| Resistencia al impacto según Izod | 4 kJ / m2 |
| Temperatura de fusión | 200 – 220 ℃ |
| Índice de fusión | 20 g / 10 min (190 ° C / 2,16 kg) |
| Temperatura de calentamiento | 25-70 ℃ |
| Densidad | 2.46 g / cm cube |
| Punto de reblandecimiento | 52 |
La temperatura recomendada para el calentamiento de la plataforma es de 0 / 60-80 ° C. Temperatura de la boquilla – 210, mesa – 50.
eAfill ESUN
Muchos cosplayers, sin imitadores de piezas metálicas, nunca construirán una copia exacta de su traje favorito de su héroe preferido.

Por supuesto, puedes armarte con una imprimación, papel de lija y latas de pintura, habiendo preparado de antemano una máscara de gas, pero hay una solución más elegante. Se trata de un plástico con adición de polvo de aluminio metálico del principal fabricante de filamentos para impresión 3D FDM, la empresa china eSun.


El nombre original eAfill tiene un color grisáceo, mate y sin pulir. Sin embargo, si se raspa el hilo, se ve inmediatamente el familiar destello de metal en el brillo.
El eAfill es más pesado que las resinas ABS o PLA correspondientes, pero es ligeramente más ligero que el eCopper de cobre. Y esto es comprensible. El peso específico del aluminio es casi tres veces menor que el del cobre.


Los parámetros para imprimir piezas en una foto de plástico eALfill son los siguientes: temperatura de la boquilla – 210; temperatura de la mesa – 50 (no se puede calentar en absoluto), capa de trabajo 0,18 mm.
Para “abrir” el relleno de la barra, es necesario pulir ligeramente la pieza después de la impresión con un cepillo fino de metal o papel de lija de tamaño medio.
Tras el pulido, se obtiene un bonito brillo metálico claro.
Los plásticos rellenos de metal están destinados, por supuesto, a un uso puramente decorativo. Aunque algunos usuarios creen erróneamente que el polvo metálico puede añadir resistencia a la pieza acabada, no es así.
El plástico se imprime de forma muy sencilla: no hay sorpresas ni largos ajustes cuando el equipo funciona correctamente.
Este filamento es ideal para imprimir llaveros personalizados y de aspecto metálico realista. En realidad, no siempre es posible pintar el plástico de forma bonita y realista. Y las fundiciones con polvos metálicos suelen estar justificadas sólo con una gran tirada.

Además, la pintura tiene la desagradable propiedad de desgastarse o descascarillarse con el tiempo (sobre todo si se trata de un llavero pequeño que se cuelga de las llaves o de una mochila), y los roces y arañazos sólo le dan un aspecto más vintage a un llavero de este tipo de plástico.
Especificaciones técnicas
| Resistencia a la tracción | 45 MPa |
| Alargamiento a la rotura | 5% |
| Resistencia a la flexión | 74 MPa |
| Módulo elástico | 4885 MPa |
| Resistencia al impacto según Izod | 4 kJ / m2 |
| Temperatura de fusión | 200 – 220 ℃ |
| Índice de fusión | 8 g / 10 min (190 ° C / 2,16 kg) |
| Densidad | 1,48 g / cm3 |
| Punto de reblandecimiento | 52 ° C |
E-steel ESUN
Inusual representante de un grupo de diseño especializado para plásticos 3D con un contenido de polvo metálico de acero. Se utiliza en obras de arte para simular el brillo metálico y la sensación táctil de una superficie metálica.
Biodegradable (sin aditivos), baja contracción. Tiene una hermosa textura metálica en la superficie. Para crear un efecto metálico, púlalo con un cepillo de alambre después de la impresión. La durabilidad no es su punto fuerte.
El acero E de ESUN, al igual que el Bronce, es interesante para aplicaciones decorativas. Pueden ser prototipos de accesorios metálicos. Por ejemplo, réplicas artísticas de utensilios de cobre, bronce y aluminio, pequeñas esculturas, acabados de aspecto metálico, artículos decorativos, juguetes con brillo metálico y otros objetos y prototipos de piezas metálicas.
Características de impresión: Se recomienda imprimir en impresoras con mesa calefactada para una mejor adherencia del modelo. La boquilla debe limpiarse periódicamente. Debe limitarse el número de retracciones.
Especificaciones
| Alargamiento a la rotura | 5% |
| Colour | Silver |
| Resistencia a la tracción | 45 MPa |
| Resistencia a la flexión | 63 MPa |
| Módulo elástico | 4452 Mpa |
| Resistencia al impacto según Izod | 5 kJ / m2 |
| Índice de fusión | 14 g / 10 min (190 ° C / 2,16 kg) |
| Densidad | 2.46 g / cm cube |
| Punto de reblandecimiento | 52 ° C |
Punto de fusión 200 – 220 ℃
Temperatura de la plataforma de calentamiento 25-70 ° C
Temperatura recomendada para la almohadilla térmica 0 / 60-80 ° C
Embalaje y almacenamiento
Todos los plásticos impresos en 3D vienen en filamento, normalmente de 2,85 mm o 1,75 mm de grosor, en madejas o bobinas. Se envasan en bolsas selladas con un gel de silicato en su interior para absorber el exceso de humedad.



ESUN eBox es un secador de plástico inteligente . Su función es mantener la temperatura programada, secar y proteger el plástico del polvo y la humedad. Pero además, sabe pesar la bobina y mostrar cuántos gramos de plástico le quedan.
En el mercado existen aparatos especiales para secar plásticos. En la práctica, muchas personas secan el filamento en un horno doméstico, y en invierno utilizan una batería de calefacción central como elemento calefactor. Alguien adaptó dispositivos para secar frutas con estos fines, y alguien desarrolló y construyó su propio diseño a partir de piezas improvisadas.


Wanhao BOX-2 es una caja “cuidadora” de su filamento con 4 canales para la alimentación de plástico. En el lateral hay un hidrómetro, escalas, secado, temporizador y “retroiluminación inteligente” con una pantalla táctil informativa. Carcasa metálica ignífuga de gran fiabilidad. Puede alojar una bobina de hasta 3 kg.
Sin embargo, merece la pena señalar que unas condiciones de almacenamiento adecuadas suponen un ahorro significativo, especialmente si imprime con frecuencia con plásticos caros. No es ningún secreto que el filamento coge humedad con el tiempo, se degrada y se vuelve inadecuado para la impresión de alta calidad. Es bueno que haya notado las malhadadas burbujas de aire procedentes de la humedad de ebullición al imprimir las primeras capas. Y es muy ofensivo cuando, después de muchas horas de trabajo, de repente resulta que la adherencia empezó a desaparecer, y la extrusión tiende a cero. Como usted sabe, un avaro paga dos veces. Adquiera un dispositivo especializado para almacenar y preparar plásticos para la impresión y podrá estar seguro de que se cumple uno de los muchos parámetros necesarios para el éxito de la impresión. Además, un dispositivo inteligente de este tipo le ayudará a determinar fácilmente el peso restante del filamento y a decidir rápidamente si es necesario comprarlo y si sus residuos son suficientes para imprimir la pieza que necesita. Preste atención aESUN eBox , Wanhao Box2 , Polymaker Polybox II .

Polymaker Polybox II ™ es otro dispositivo de almacenamiento de filamento de impresión 3D diseñado para proporcionar un entorno óptimo. PolyBox ™ es compatible con todas las impresoras 3D y puede contener dos carretes de 1 kg o un carrete de 3 kg
* * *
El sector de los materiales de impresión aditiva está ganando impulso. Cada año aparecen en el mercado nuevos materiales con propiedades inusuales y especiales. Cabe destacar que empresas químicas tan importantes como la alemana BASF, la japonesa Mitsubishi Chemical o la estadounidense DuPont, entre otras, se han unido al desarrollo de nuevos materiales para la impresión 3D. En primer lugar, esto sugiere que estas empresas consideran que el mercado de la impresión 3D es prometedor y están dispuestas a invertir fondos y esfuerzos en el desarrollo de materiales nuevos y la mejora de los existentes para la impresión 3D. En los albores de su existencia, los usuarios de impresoras 3D veían significativamente limitada la elección de materiales disponibles, ahora la gama presentada es mucho mayor, y han crecido las capacidades del propio equipo para trabajar con materiales como el PEEK de alta temperatura, que son difíciles para la impresión 3D. Sin embargo, no puede decirse que los materiales existentes satisfagan plenamente la demanda de los usuarios, ni tampoco que cumplan todas las tareas que los compradores plantean a los equipos 3D. En este artículo, no hemos tocado el tema de los desarrollos prometedores de materiales para impresión 3D, que ya se conocen hoy en día o que están en fase de pruebas o ensayos, sino que nos hemos centrado en los materiales que ya están disponibles en el mercado y que son ampliamente utilizados por usuarios de todo el mundo. En el futuro, tenemos previsto publicar una reseña aparte sobre nuevos productos en el mercado de la impresión 3D FDM de sobremesa y hablar de diversas innovaciones en este ámbito. En este artículo, no tocamos el tema de los desarrollos prometedores de materiales para impresión 3D, que ya se conocen hoy en día o que están en fase de pruebas o ensayos, sino que nos centramos en los materiales que ya están disponibles en el mercado y que son ampliamente utilizados por usuarios de todo el mundo. En el futuro, tenemos previsto publicar una reseña aparte sobre nuevos productos en el mercado de la impresión 3D FDM de sobremesa y hablar de diversas innovaciones en este ámbito. En este artículo, no tocamos el tema de los desarrollos prometedores de materiales para impresión 3D, que ya se conocen hoy en día o que están en fase de pruebas o ensayos, sino que nos centramos en los materiales que ya están disponibles en el mercado y que son ampliamente utilizados por usuarios de todo el mundo. En el futuro, tenemos previsto publicar una reseña aparte sobre nuevos productos en el mercado de la impresión 3D FDM de sobremesa y hablar de diversas innovaciones en este ámbito.

