




Flex es el nombre de un grupo de plásticos flexibles, similares al caucho, que se utilizan para la impresión 3D. Sin embargo, no es raro encontrar bobinas en las que se indique que el Flex es un tipo de material independiente.
Los plásticos Flex suelen dividirse en TPE y TPU. El TPE se parece a la goma blanda, mientras que el TPU es un material más duro.
Hoy en día, hay muchas marcas de plásticos Flex de diferentes fabricantes. Por lo tanto, puedes encontrar TPE y TPU que son casi idénticos en propiedades físicas.
En esta guía, veremos cómo elegir una impresora 3D para plásticos Flex.


Cómo elegir una impresora 3D para plásticos flexibles
Debido a las propiedades únicas de los plásticos, imprimir con ellos es bastante difícil. Para obtener resultados de alta calidad, la mayoría de las impresoras deben ser modificadas; por ejemplo, sustituyendo el firmware, imprimiendo piezas adicionales, instalando un alimentador de sistema diferente, etc.
Veamos las características de las impresoras que pueden imprimir con éxito plásticos flexibles.
Extrusora
La elección del tipo de extrusor para imprimir con plásticos Flex es importante que cuando se imprime con otros tipos de filamento. Hay dos tipos comunes de extrusores; Bowden y Directo.

El extrusor Bowden separa el extremo caliente y el mecanismo de alimentación unido al cuerpo de la impresora y conectado al extremo caliente mediante un tubo de teflón. La ventaja del extrusor Bowden es su cabezal de impresión compacto y ligero que proporciona altas velocidades de impresión y baja inercia de movimiento.
Sin embargo, un extrusor Bowden no es adecuado para imprimir con plásticos flexibles. Debido a las propiedades del material flexible, el movimiento de la barra se asemeja al funcionamiento de un muelle, es decir, cuando la barra pasa por la boquilla, se comprime y se retrae.
Durante la retracción, es necesario deshacerse de la compresión antes de que la barra regrese para asegurar que la impresión salga fuerte. La distancia entre el alimentador y el extremo caliente afecta a esto. Así, el extrusor Bowden puede utilizarse para imprimir materiales blandos. Sin embargo, debido a la compresión prolongada, sólo se puede conseguir un resultado de alta calidad cuando se imprimen modelos con una superficie de construcción pequeña.
En el sistema Direct, el alimentador está conectado directamente al extremo caliente, lo que aumenta la masa del cabezal. Esto lo hace más adecuado para la impresión con materiales Flex. La rápida compresión de la barra permite imprimir con retracción, casi igual que con filamento sólido. Esto permite una impresión de alta calidad de modelos volumétricos de formas complejas a una velocidad dos veces mayor de 30-40 mm/s, que es aproximadamente el doble de la velocidad de impresión de los extrusores Bowden.
Generalmente, el extrusor del sistema Bowden se instala en impresoras económicas (Creality Ender-3, Voxelab Aquila, FlyingBear Ghost 5), etc. Por otro lado, el extrusor Direct se instala en impresoras profesionales (Raise3D E2, Flashforge Guider IIs, PICASO Designer X, etc.)
Alimentador
El tipo de alimentador también afecta a la calidad de la impresión realizada con plástico flexible.
El alimentador MK8 se instala en impresoras como la Ender-3, la Ender-5, la serie Aquila y otras. Este alimentador tiene un engranaje de latón y un contra rodillo. El MK8 empuja bien los plásticos duros, pero los filamentos Flex son problemáticos.
Hay suficiente espacio entre el engranaje de alimentación y la carcasa para que la barra se doble hacia un lado en lugar de ser alimentada en el tubo, haciendo que la barra se enrolle alrededor del engranaje y atasque aún más el material.

Alimentador MK8
Otra desventaja del alimentador MK8 es que el engranaje tiene un número reducido de dientes (26) y un afilado deficiente. Esto hace que la barra blanda resbale y provoque una alimentación desigual.
En una impresora con MK8, pudimos imprimir un inserto de membrana hecho de TPU sólido.

Membranas para juguetes antiestrés Pop it de Esun eTPU-95A
El FlyingBear Ghost 5 cuenta con un mecanismo de alimentación diferente BMG o Dual Drive, que utiliza dos engranajes de alimentación para proporcionar una tracción fiable cuando se alimenta material blando. El alimentador también tiene una carcasa cerrada que elimina la posibilidad de una alimentación incorrecta de la barra.
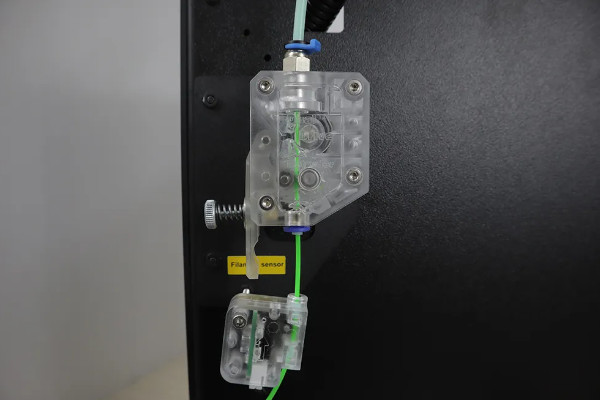
Alimentador de doble accionamiento
Las impresoras 3D profesionales con Direct también utilizan el mecanismo BMG, que es ideal para alimentar todo tipo de materiales.
Hotend
En las impresoras económicas, el tubo de teflón con filamento se introduce directamente en la barrera térmica del hotend, o se utiliza un revestimiento de PTFE del mismo material. El teflón combina bien con los materiales Flex – la barra se desliza y no se pega a las paredes del tubo.
Sin embargo, a temperaturas de 230-240°C, el teflón se ablanda y se deforma con el tiempo. Esto hace que se formen tapones y se pegue la barra. Por lo tanto, el revestimiento de PTFE es un elemento consumible que hay que vigilar.

Revestimiento de PTFE
Las impresoras profesionales utilizan un tubo metálico sólido, necesario para trabajar con materiales refractarios en condiciones de alta temperatura. Sin embargo, como los plásticos Flex se adhieren al metal, los extremos calientes de este sistema solo pueden imprimir a bajas velocidades.

Extremo caliente con tubo de teflón (L). Extremo caliente con tubo totalmente metálico (R)
Los ingenieros de Raise3D tuvieron en cuenta los problemas de la impresión con materiales blandos y desarrollaron un extremo caliente combinado para la Raise3D E2. En la impresora, un inserto de PTFE está integrado en la barrera térmica, y conectado al bloque de calentamiento mediante un tubo metálico de 2 mm de longitud.
El inserto está situado a una distancia suficiente para que el teflón no se deforme por las altas temperaturas. Además, se encuentra en una sección corta del tubo metálico para que el material no tenga tiempo de pegarse a las paredes. De este modo, se pudo combinar la baja adherencia del teflón y la fiabilidad del metal.

Raise3D E2 Hotend
Conclusión
La impresión con materiales flexibles tiene serios requisitos técnicos y requiere una cuidadosa selección de los ajustes. Sin embargo, hoy en día la variedad de plásticos permite elegir Flex para casi cualquier tipo de extrusor, alimentador y extremo caliente.
El TPU Overture ha demostrado su eficacia en impresoras de bajo coste. El material es bastante duro y la barra no se estira mucho. Por lo tanto, se puede conseguir un resultado aceptable en cualquier impresora si se ajustan bien los parámetros.
Sin embargo, si va a imprimir modelos de gran tamaño con plásticos TPE blandos, considere la posibilidad de adquirir una impresora profesional que pueda proporcionar una alimentación fiable y trabajar con retracciones.

