




En esta reseña de la impresora 3D Voxelab Aquila X2, analizamos las especificaciones, las características y la calidad de impresión que debes esperar de la unidad.
Creality se estableció con éxito en el mercado de las impresoras 3D económicas al lanzar la impresora Ender-3 y sus posteriores modificaciones en 2018. El éxito de la excavación inspiró a los competidores a utilizar soluciones similares en sus diseños, con un énfasis en la reducción del costo del producto.
Hoy revisamos un competidor directo de la Creality Ender-3 V2: la Voxelab Aquila X2. ¿Puede esta impresora 3D económica cumplir con los estándares de calidad de impresión esperados hoy en día? Siga leyendo para averiguarlo.


DISPONIBLE EN AMAZON
Reseña de la impresora 3D Voxelab Aquila X2
Equipo
El Voxelab Aquila X2 viene semi-desmontado con relativamente pocas piezas. Dentro de la caja, encontrarás:
- Un juego de cierres en bolsas firmadas
- Un juego de herramientas
- Una aguja para limpiar la boquilla
- Una tarjeta SD con un lector de tarjetas


Dentro de la caja, cada soporte de aluminio está envuelto en película de celofán.





La impresora también viene con algunos metros de PLA rojo, lo que está en consonancia con su bajo precio. La espátula está perfectamente embalada en una bolsa con cremallera.
El travesaño superior tiene un asa, para facilitar el transporte de la impresora montada, así como tapas laterales.
La impresora también cuenta con una boquilla adicional, que puede utilizarse como pieza de recambio.
Especificaciones
Una vez montado, el Aquila X2 mide 473 x 480 x 473 mm y pesa 8,2 kg.
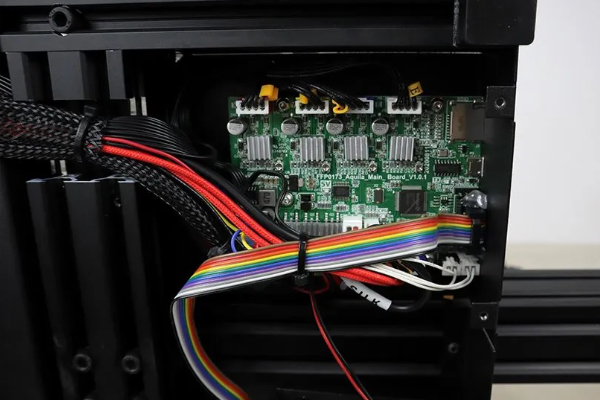
La electrónica de la impresora se encuentra en la base. Se compone de una fuente de alimentación de 24V/350W, y una placa de control Aquila Main Board v1.0.1 de 32 bits con el controlador analógico silencioso TMC2208.
En la base de la impresora hay una pantalla en color de 4,3 pulgadas con codificador, que se coloca por separado.
La interfaz de la impresora es sencilla tanto en diseño como en funcionalidad. La pantalla principal contiene menús de impresión, control, configuración e información.
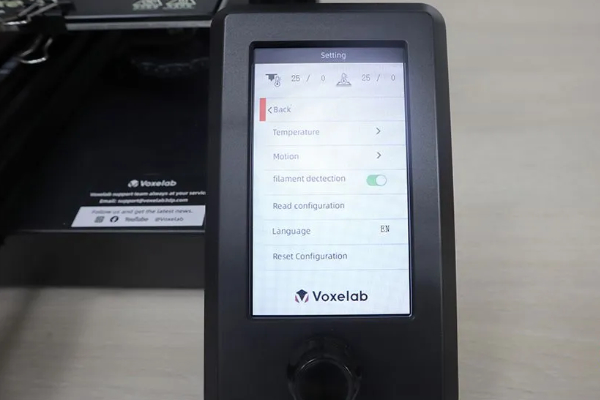
En el menú de configuración hay varias funciones disponibles. Entre ellas se encuentran el ajuste de la temperatura y los perfiles de temperatura preestablecidos para el ABS y el PLA, el ajuste del movimiento (velocidad y aceleración máximas) y el ajuste de los ángulos para cada eje y el ajuste de los pasos. El menú muestra el funcionamiento del sensor de filamento.
También puedes cambiar el idioma del menú. Sin embargo, sólo hay dos idiomas disponibles en el firmware base, es decir, inglés y chino.
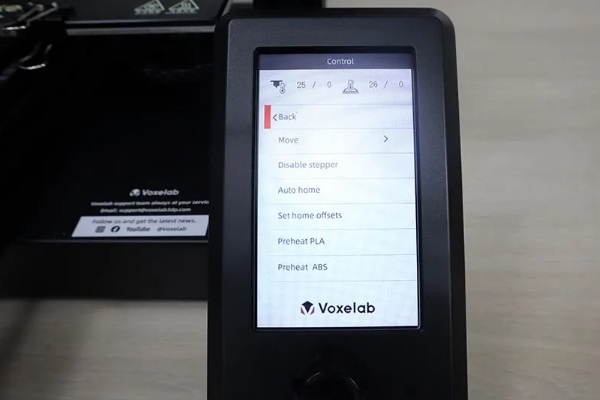
El menú “Control” contiene todas las funciones principales, como el movimiento a lo largo de los ejes, el apagado de los motores, el envío al “punto de partida”, la selección de perfiles preestablecidos, la carga y descarga de filamento, la refrigeración, entre otras.
El menú “Impresión” aparece después de seleccionar el archivo de la tarjeta SD,

Aquila X2 utiliza la cinemática Prusa, en la que una mesa móvil se encarga del movimiento a lo largo del eje Y. Su área de construcción es de 220 x 220 x 250 mm.
El lecho de impresión está hecho de vidrio en forma de una placa separada, que se une al elemento de calentamiento de la mesa en dos soportes de aluminio. La temperatura máxima de calentamiento de la mesa es de 110°C. Esto significa que la impresora puede trabajar con materiales refractarios PETG y ABS.


La impresora está equipada con el hotend estándar utilizado tanto en la CR10 como en la Ender-3. Este hotend tiene una temperatura máxima de calentamiento de 250°C.
La carcasa de plástico del hotend tiene dos refrigeradores: para soplar el disipador y para el modelo.

La impresora tiene el alimentador de eje X MK8, que también se encuentra en la serie Ender-3. También hay un engranaje de alimentación de latón y un rodillo de contador.
Se han añadido piezas adicionales para la Aquila X2 en la tarjeta SD. Una de ellas es una rueda para el engranaje del alimentador. Sin embargo, no tiene sentido imprimirla porque el mecanismo funciona bien en su forma original. No hay problemas con la alimentación de la barra.
Preparación de la primera impresión
No hay menú de calibración en Aquila X2. Por lo tanto, para calibrar, es necesario establecer cuatro puntos en las esquinas de la mesa utilizando la pestaña “movimiento”. A partir de ahí, establezca el espacio con la rueda de ajuste en el que una hoja de papel pasará con una pequeña fuerza entre la boquilla y la superficie de la mesa.


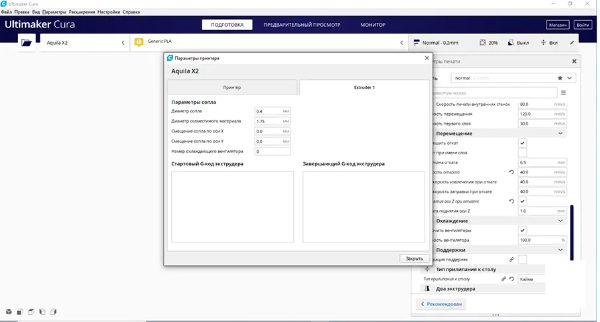

Voxelab tiene su propio cortador VoxelMaker, que viene con Aquila X2 en la tarjeta SD. Sin embargo, la impresora 3D también es compatible con Cura.
Para trabajar en Cura, es necesario crear un perfil de Aquila X2 según las instrucciones de la tarjeta SD.
Los clips incluidos con la impresora parecían poco fiables. Por ejemplo, con una ligera presión en uno de los lados, la placa de vidrio se mueve. Esto puede provocar el desplazamiento de las capas durante la impresión. Decidimos reforzar la sujeción con clips de papel.
Impresión de modelos de calibración
Para la primera impresión, elegimos un modelo de calibración de cubo XYZ estándar. Imprimimos el modelo utilizando el plástico Esun PLA +. Los ajustes fueron 215/60°C de temperatura y una velocidad de impresión de 60 mm/s.
Así es como resultaron las impresiones:




El modelo se imprimió sin problemas. No hay desplazamientos de capas ni manchas de material. La geometría es uniforme.
La siguiente impresión fue un modelo de prueba que viene con el Aquila X2 en la tarjeta SD. Esta es una prueba más difícil con varias formas geométricas.
Así es como resultaron las cosas:
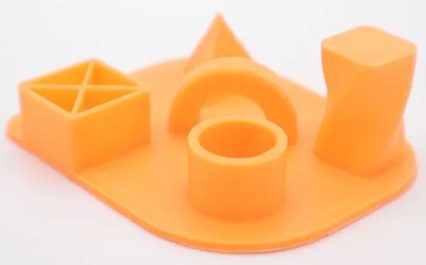

El modelo también se imprimió bien. La geometría es correcta, no hay huecos, no hay hundimientos bajo el arco. La única dificultad surgió en el punto de unión de los dos extremos del arco. El problema fue que a alta velocidad, la boquilla chocó con el material. Esto provocaba una capa desplazada apenas perceptible. Sin embargo, podemos resolver este problema instalando una retracción a lo largo del eje Z en la cortadora.
Después de los modelos de calibración, decidimos utilizar el mismo material para imprimir un canal de cable para cambiar el extrusor, ya que durante la impresión, el cable del extrusor tocó el cable de la mesa de calentamiento.
Aquí están los resultados:


Debido al gran número de apoyos, se aprecian trazos en los enlaces del canal de cables. Sin embargo, el modelo cumple con su función.
Sello PETG
Elegimos un modelo de mecanismo de engranaje ensamblado para imprimirlo en PETG. Se utilizó Overture PETG. La temperatura fue de 235/80°C, mientras que la velocidad de impresión fue de 80 mm/s.
Estos son los resultados:


El modelo se imprimió de manera uniforme. Las capas son uniformes y no hay gotas de sobreextrusión en las paredes. El mecanismo del modelo funciona; todos los engranajes giran sin vacilar.
La única desventaja notable de la impresión es la gran cantidad de hilos y marcas de costura en los modelos. Este es un problema común en la impresión de PETG, pero especialmente en los extrusores de larga retracción. La única solución a este problema es instalar un extrusor directo.
Impresión en TPU
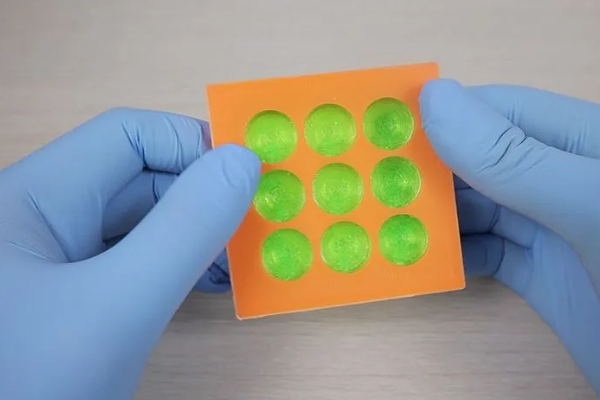
Imprimir con un extrusor de TPU como éste es difícil, pero posible. Para imprimir, elegimos la velocidad a la que el material blando no se pegue en el mecanismo de alimentación. Intentamos imprimir membranas para el juguete antiestrés Pop it.
Para el material, utilizamos Esun eTPU-95A verde. Los ajustes de impresión fueron 230/70°C para la temperatura y una velocidad de 30 mm s.
El cuerpo se imprimió con Esun PLA +, que habíamos utilizado anteriormente para los modelos de calibración.

Y aquí Aquila X2 nos sorprendió de nuevo. Se las arregló bien para imprimir el eTPU-95A la primera vez. El alimentador no atascó la barra, no hubo desgarros ni desplazamientos de las capas, e incluso hubo relativamente pocos hilos para los estándares de impresión en TPU.
En cuanto al propio Pop it, las membranas de eTPU-95A son rígidas. Pero con un poco de esfuerzo, el Pop it se puede utilizar.

Prueba de esfuerzo
Por último, realizamos una prueba de esfuerzo durante 22 horas. Imprimimos un jarrón complicado: las costillas que sobresalen en la superficie del jarrón crean una gran cantidad de retracción. Para esta prueba, utilizamos Esun PLA transparente. Los ajustes de impresión fueron 215/60°C, para la temperatura y la velocidad de 60 mm/s.


El Aquila X2 se las arregló bien con el jarrón. No hubo problemas. Se imprimió toda la geometría.
Sin embargo, había muchos filamentos en el proceso de impresión, lo que no es típico del PLA. Pero resultó que el PLA translúcido tiene componentes que afectan a la apariencia de los filamentos, casi como el PETG. Los rastros notables de la “tela de araña” en el jarrón fueron un poco molestos, pero esto se debió a que elegimos el material equivocado. Todos los modelos impresos con el PLA + naranja que venía con la Aquila X2 se imprimieron sin “telas de araña” con los mismos ajustes.
En general, el Aquila X2 ha demostrado ser digno.
Resumen
La Voxelab Aquila X2 se parece mucho a la Ender-3 V2. Sus componentes están hechos al mismo nivel: ajustadores de cinta, perfiles de rodillos en forma de V, mesa de calentamiento, pantalla con codificador, etc. El hotend y el alimentador también son iguales.
Sin embargo, la impresora tiene algunas desventajas. Entre ellas, los débiles soportes de la mesa de calentamiento y la incómoda ubicación para cambiar el hotend. Sin embargo, todas estas deficiencias pueden corregirse fácilmente. Además, teniendo en cuenta el bajo coste de la Aquila X2, estos inconvenientes pueden pasarse por alto fácilmente.
CONSULTAR EL PRECIO EN AMAZON
[su_spoiler title=”Application Categories” style=”glass-gold” icon=”caret-square”][/su_spoiler][su_spoiler title=”Brand Series” style=”glass-gold” icon=”caret-square”] [/su_spoiler][su_spoiler title=”Manufacturer’s Printers” style=”glass-gold” icon=”caret-square”]Voxelab Aries | Voxelab Proxima 6.0 | Voxelab Aquila [/su_spoiler]

