




Conocer la temperatura del filamento que quieres utilizar es fundamental en la impresión 3D. Sigue leyendo para conocer los puntos de fusión de varios filamentos. Además, descárgate nuestra práctica tabla de filamentos para impresión 3D que podrás utilizar como referencia en tu taller.
En el mundo de la impresión 3D, hay varios plásticos con diferentes características, incluidas las temperaturas. Es importante elegir la temperatura correcta al imprimir. Un cambio de incluso 1°C puede cambiar completamente la calidad del modelo en términos de apariencia y resistencia.
Temperatura de impresión 3D
Lo más importante es la temperatura de la boquilla. Esta temperatura determinará cómo se exprimirá el filamento y se adherirá a las capas anteriores.
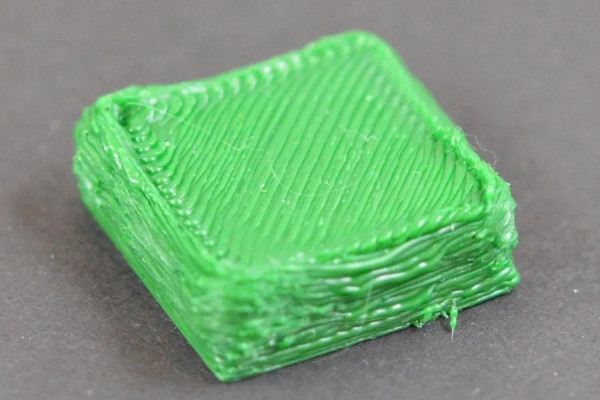
Si la temperatura es demasiado alta, provocará que el modelo no tenga forma, creará cavidades o incluso dañará la impresora. El modelo también se verá afectado ya que el plástico no tendrá tiempo de solidificarse en el lugar donde la impresora lo exprimió. Se moverá un poco.

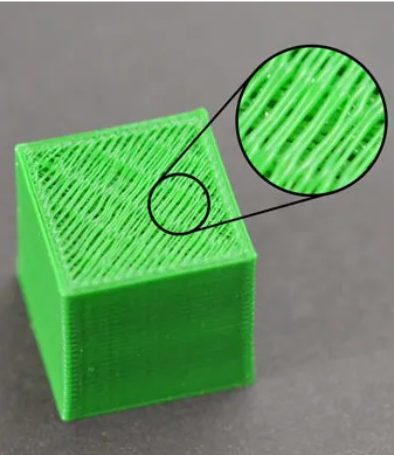
Si la temperatura es demasiado baja, es posible que el plástico no se extruya en un volumen suficiente. Esto perjudicará la resistencia y el aspecto del modelo. Si el plástico es demasiado duro, la impresora no podrá extruir el volumen necesario.

La temperatura del lecho de impresión es importante para la adhesión de la primera capa. La tecnología de cámara térmica permite evitar las grietas si la contracción del plástico (es decir, la disminución del volumen con la caída de la temperatura) es demasiado alta. Sin embargo, esta tecnología rara vez se encuentra en las impresoras 3D económicas.
Veamos los filamentos más populares para impresoras 3D, sus temperaturas de impresión y sus características.
Temperaturas del filamento de la impresora 3D
1. PLA
PLA es la abreviatura de polilactida. Este material se fabrica a partir de maíz y caña de azúcar, y es uno de los plásticos más seguros para uso doméstico.
Debido a su facilidad de impresión 3D y su baja toxicidad, este filamento es muy recomendable para los entusiastas de la impresión 3D novatos.
Ajustes de temperatura:
- Temperatura de la boquilla: 190-210°C
- Temperatura del lecho de impresión: 60-70°C
- Velocidad del ventilador: 100%.
La temperatura de impresión del filamento PLA es una de las más bajas entre todos los materiales de impresión 3D. Sin embargo, debes prestar atención a la velocidad del ventilador del modelo, ya que este plástico se mantiene flexible en un amplio rango de temperaturas. Si el flujo de aire es insuficiente, los bordes y las esquinas del modelo pueden doblarse.
Para que el modelo se adhiera mejor a la mesa, ajusta la temperatura de la boquilla a unos 210°C y la temperatura del lecho de impresión a unos 70°C. En la segunda y siguientes capas, reduzca la temperatura para evitar que los bordes se arruguen.
2. ABS
A pesar de las dificultades para imprimir en 3D con ABS, es el segundo material más popular, ya que combina baratura y versatilidad. Este filamento es más flexible que el PLA y permite imprimir muelles y piezas flexibles.
Debido a su menor resistencia, es más fácil procesar los modelos de ABS mecánicamente con limas y papel de lija. Sin embargo, el filamento libera toxinas cuando se calienta. Por lo tanto, no se recomienda su uso para imprimir utensilios de cocina.
Ajustes de temperatura:
- Temperatura de la boquilla: 230-250°C
- Temperatura del lecho de impresión: 90-100°C
- Velocidad del ventilador: 50-75%.
El plástico ABS tiene una gran contracción. Por lo tanto, evite aumentar la velocidad del ventilador por encima del 40-60%. Sin embargo, si hay piezas pequeñas o puentes de impresión, puede aumentar la velocidad al 75-80%.
Enfriar demasiado rápido puede hacer que la pieza se agriete durante la impresión.


La resistencia del filamento ABS depende en gran medida de la temperatura ajustada. Por lo tanto, si la precisión no es tan importante, entonces es mejor aumentar la temperatura hasta 250°C. Si imprime a la temperatura más baja, entonces la resistencia de la pieza puede reducirse en 2 veces que si se imprime a la temperatura máxima permitida.
[su_note]Tenga cuidado: Al imprimir con plástico ABS en interiores, ¡puede experimentar mareos o dolores de cabeza! Asegúrate de imprimir en 3D en un área bien ventilada. Además, utiliza un recinto para evitar que los humos del plástico te dañen.[/su_note]
3. PETG
Este plástico tiene una gran resistencia química. Sus propiedades combinan la resistencia del PLA con la flexibilidad del ABS. Por eso se utiliza en la fabricación de platos.
Sin embargo, con el filamento, se necesita mucho tiempo para ajustar las temperaturas correctas específicamente para su impresora con el fin de eliminar todos los defectos de impresión.
Ajustes de temperatura
- Temperatura de la boquilla: 230-260°C
- Temperatura del lecho de impresión: 60-90°C
- Velocidad del ventilador: 25-50%.
Cuando se imprime con PETG, suele haber problemas de “pelos” en algunas partes del modelo. Para evitar estos casos, puede aumentar la distancia de retracción. Cambiar la temperatura apenas cambiará la situación.
Debido a la escasa adherencia del plástico a sí mismo, la velocidad del ventilador no debe ser superior al 50%. De lo contrario, el modelo se romperá fácilmente entre las capas.
4. HIPS
Este plástico se utiliza como material de soporte cuando se imprime en impresoras con múltiples extrusores. Normalmente, el plástico principal es ABS o PLA, ya que son neutros al D-limoneno, y el HIPS es soluble en él. Esto permite obtener voladizos casi perfectos.
Ajustes de temperatura
- Temperatura de la boquilla: 230-240°C
- Temperatura del lecho de impresión: 90-100°C
- Velocidad del ventilador: 0%.
Dado que la resistencia y la dureza de este plástico es extremadamente baja (a veces se puede atravesar con una uña), no debe utilizarse como material principal del modelo. No es necesario el soplado porque, aunque se utilice HIPS para todo el modelo, se endurece durante la impresión de la capa.
5. SBS
Las principales propiedades de este plástico son la transparencia y la flexibilidad. Con este filamento, se pueden hacer piezas de flexión, como bisagras, cierres, abrazaderas y otras. Cuando el modelo se procesa con un disolvente, se vuelve casi completamente transparente, como en la foto de abajo.
Sin embargo, cuando se trabaja con SBS, hay que seguir dos reglas:
- Las paredes deben ser finas
- El espacio entre las paredes debe estar completamente lleno


Ajustes de temperatura
- Temperatura de la boquilla: 220-230°C
- Temperatura del lecho de impresión: 60-80°C
- Velocidad del ventilador: 50-100%.
[su_note]Consejo: Si necesita imprimir una pieza sellada, entonces el flujo debe ser incrementado en un 1-2%. Esto aumentará la discrepancia de tamaño en relación con el modelo, pero hará que el modelo esté completamente sellado.[/su_note]
6. Nylon
Este filamento es familiar para muchos en la vida cotidiana, gracias a la ropa de nylon. El material se utiliza en la fabricación de engranajes y otros elementos móviles por su flexibilidad, resistencia y bajo coeficiente de fricción.
Ajustes de temperatura
- Temperatura de la boquilla: 240-260°C
- Temperatura del lecho de impresión: 70-90°C
- Velocidad del ventilador: 0-25%.
Este filamento requiere una larga selección de las temperaturas adecuadas, ya que presenta muchos problemas, como la escasa capacidad de sinterización entre capas, la baja adherencia y la higroscopicidad (capacidad de absorber la humedad del aire), entre otros.
Esta última característica es especialmente importante ya que cambia radicalmente el comportamiento del plástico. Debido a la presencia de partículas de agua en el plástico, el modelo se vuelve muy frágil y la superficie se vuelve áspera, como en la foto de abajo.

Por lo tanto, es imprescindible mantener el plástico seco.
Si no sabe si la filamnet ha absorbido humedad, séquela con dispositivos especiales o en el horno a una temperatura de 60-70°C durante 2-5 horas.
7. TPU
Algunos llaman a este plástico “goma” porque es el material más flexible para la impresión 3D. El filamento puede estirarse hasta 4 veces su tamaño inicial. Al mismo tiempo, con el tiempo, vuelve a su forma original.
Ajustes de temperatura
- Temperatura de la boquilla: 210-240°C
- Temperatura del lecho de impresión: 50-70°C
- Velocidad del ventilador: 50-100%.
Debido a su flexibilidad, pueden surgir problemas de impresión. El problema más común es la masticación del filamento en el alimentador. La impresión con este plástico se recomienda sólo en extrusoras directas a bajas velocidades que no superen los 40 mm/s.
Se puede intentar imprimir en bowdens, pero entonces la velocidad no debe ser superior a 20-30 mm/s. De lo contrario, el filamento se enroscará en el tubo y la impresión se detendrá.

Este problema se debe a la separación entre el orificio por el que sale el filamento del extrusor y el engranaje de alimentación. Para solucionar este problema, puedes utilizar espaciadores especiales para reducir este hueco.
8. PVA
El PVA es un filamento soluble en agua que se utiliza para los soportes de impresión. Tiene poca resistencia, lo que hace que no se pueda utilizar como material principal del modelo.
A diferencia del HIPS, que tiene propiedades y aplicaciones similares, el PVA es mucho más fácil de eliminar de la pieza porque, incluso cuando se calienta y se disuelve en agua, es completamente inocuo.
Ajustes de temperatura
- Temperatura de la boquilla: 220-230°C
- Temperatura del lecho de impresión: 65-75°C
- Velocidad del ventilador: 0-50%.
Dado que este plástico sólo se necesita para crear soportes, evite utilizar el soplado. Si necesita una pieza de alta calidad hecha completamente de plástico PVA (por ejemplo, un corcho o un cierre soluble), la velocidad de soplado debe ser inferior al 50%, ya que la adherencia de las capas de esta filamnet es extremadamente baja.
Se puede aumentar la resistencia de un modelo de plástico PVA con agua. Para ello, humedezca cuidadosamente la pieza, espere 5-7 minutos y seque la superficie. De este modo, las paredes exteriores de la pieza se “pegarán” mucho más entre sí, aumentando así la resistencia general de la pieza.
9. PC
PC significa policarbonato. Este filamento de impresión 3D tiene más resistencia pero relativamente poca flexibilidad que el PLA. Además, cuando se enciende, tiende a autoextinguirse. Por lo tanto, es un buen material para utilizar en piezas de seguridad contra incendios.
Ajustes de temperatura
- Temperatura de la boquilla: 290-310°C
- Temperatura del lecho de impresión: 90-120°C
- Velocidad del ventilador: 0-25%.
Al igual que el PETG, este plástico es muy higroscópico. Por lo tanto, debe almacenarse en un espacio seco o en una bolsa con gel de sílice. Debido a la necesidad de mantener altas temperaturas y a las características de almacenamiento, el policarbonato no se utiliza mucho en la impresión 3D.
10. PEEK
Este plástico es difícil de imprimir en 3D, pero tiene unas propiedades mecánicas extraordinarias. Por lo tanto, las piezas que se fabrican con él están diseñadas para trabajar con altas cargas y fricción. El filamento también es neutro a varios productos químicos.
Ajustes de temperatura
- Temperatura de la boquilla: 350-410°C
Temperatura del lecho de impresión: 120-150°C
Velocidad del ventilador: 0-25%.
Para imprimir PEEK, debe utilizar impresoras 3D profesionales. Si utiliza una impresora 3D destinada a uso doméstico, existe la posibilidad de que se queme el extrusor y el elemento calefactor que contiene.
También se necesita una cámara de calor calefactada.
Plásticos compuestos
Esta categoría incluye los filamentos que contienen partículas de cualquier material. Este material consta de dos partes: la base (normalmente PLA, ABS u otro plástico) y el componente añadido (madera, metal, cerámica o fibras de carbono).
Estos plásticos se diferencian no sólo por el tipo de componente añadido, sino también por el porcentaje. Normalmente, cuanto mayor sea el contenido del componente adicional, más se diferencian las propiedades del plástico de las de la base.
La temperatura depende de la base del filamento. Todos los ajustes de temperatura deben obtenerse del fabricante.
Una característica común a todos los filamentos de esta categoría es la necesidad de utilizar una boquilla con un gran diámetro de salida (a partir de 0,5 mm). De lo contrario, la boquilla se obstruirá rápidamente con el componente añadido.
El material de la boquilla también es importante, ya que las boquillas normales de latón se desgastan rápidamente. Las boquillas de acero endurecido suelen ser suficientes.
Ajuste de la temperatura de la impresora
Asegúrese de que la impresora calienta la boquilla a la temperatura correcta antes de imprimir, y que lo hace sin saltos. Para ello, confirme que el firmware de la impresora está configurado y que el termopar está instalado correctamente.
Instalación correcta del termopar en el Hotend
La impresora recibe datos sobre la temperatura del hotend mediante un termopar instalado en el mismo. Normalmente, hay un orificio especial para ello. Tienes que introducir el termopar en él lo más profundo posible y fijar su cable.
La mayoría de las impresoras tienen un agujero en el hotend donde se enrosca el tornillo. Pase dos cables por los lados opuestos del centro del tornillo para fijar el termopar en el hotend de forma segura. Si no se proporciona ningún accesorio para el termopar, fije el cable del termopar al cable del elemento calefactor. Vea la foto de abajo para ver un ejemplo de cómo hacerlo.


[su_note]Atención: ¡un termopar suelto puede caerse del hotend, creando así un peligro de incendio![/su_note]
Configurar el firmware
Si la impresora se va a montar sola, selecciona el tipo de termopar en el firmware. Si va a utilizar el firmware de Marlin, vaya al archivo Configuration.h, y encuentre la línea
#define TEMP_SENSOR_0 0
En lugar del último dígito, puede que no haya un cero sino otro dígito. En la mayoría de los casos, si su impresora tiene un termistor en forma de “gota”, entonces en lugar del último dígito, ponga 1. Como resultado, debería tener la línea
#define TEMP_SENSOR_0 1
Si la impresora detecta la temperatura de forma incorrecta, prueba a cambiar el último dígito por otro diferente. Encima de este ajuste hay una lista de números y los termopares que representan.
La tabla tiene el mismo ajuste, se puede encontrar por la línea:
#define TEMP_SENSOR_BED 0
Aquí también debes cambiar el 0 por el 1.
Ajuste del PID
Esta abreviatura esconde un nombre complejo: regulador proporcional-integral-diferencial. En términos sencillos, se trata de una función que permite mantener con mayor precisión la temperatura dentro de los límites especificados.
Como la impresora sólo puede encender y apagar el elemento calefactor, la única forma de controlar la temperatura es apagar el elemento calefactor cuando se alcanza la temperatura deseada, y encenderlo si la temperatura ha descendido por debajo del valor establecido. Pero en este caso, la temperatura “saltará” fuertemente debido a la inercia del calentador. Precisamente por eso existe la función PID, para compensar la inercia del calentador.
Sin embargo, cada impresora necesita su propio ajuste PID, ya que la inercia puede variar mucho en función de muchos parámetros.
La configuración del PID requiere una conexión por cable con la impresora. La mejor manera de enviar los comandos es utilizar Repetier-Host . En cuanto te conectes a la impresora, envíale este comando:
M303 C3 S210
Aquí, el número después de C es responsable del número de ciclos de calentamiento y enfriamiento por los que pasará la impresora. El número después de S define la temperatura para la que se ajusta el PID. Aunque la impresora se ajustará a una temperatura determinada, estos ajustes funcionarán también para temperaturas más altas.
Después de un tiempo, la impresora enviará los valores de tres parámetros PID a la consola: Kp, Ki y Kd. Estos parámetros son los responsables del ajuste del PID. Para introducir estos números en la configuración de la impresora, es necesario enviar el comando
M301 P14.82 I0.8 D68.25
Aquí, las letras P, I y D van seguidas de los correspondientes valores Kp, Ki y Kd del paso anterior. Si introduce este comando, el ajuste del PID sólo se guardará hasta que apague la impresora.
Puede añadir este comando al GCODE de inicio para cada modelo que vaya a imprimir. En algunas impresoras, puede cambiar estos ajustes a través del menú de la propia impresora.
Punto de ablandamiento y postprocesamiento
Después de la impresión 3D, puedes procesar la pieza utilizando calor para aumentar su resistencia o incluso cambiar su geometría. En casa, puedes utilizar el horno para estos fines.
Sin embargo, tenga cuidado: algunos plásticos emiten sustancias peligrosas cuando se calientan. Por lo tanto, es mejor utilizar otros métodos. Por ejemplo, un baño de vapor, agua caliente o un secador de pelo pueden ser una alternativa.
El principal parámetro de este tipo de tratamiento es la temperatura. Se necesita una temperatura suficientemente alta para que el material del modelo comience a pasar de un estado sólido a uno de flujo lento, pero sin superar un determinado umbral de temperatura, después del cual la pieza puede cambiar su geometría de forma incontrolada.
Aquí tienes una lista de filamentos y sus puntos de reblandecimiento:
- PLA – 70°C
- ABS – 105°C
- PETG – 80°C
- HIPS – 85°C
- Nylon – 125°C
- TPU – 95°C
- PC – 145°C
- PEEK – 255°C
Los datos son relativamente inexactos, ya que los filamentos no tienen una temperatura específica cuando pasan completamente de un estado a otro.
Tabla de temperatura del filamento de la impresora 3D
If you often use different filaments, we have prepared a chart with all the information you need to set the temperature of your 3D printer on the fly.
[su_table]
| Plástico | Temperatura de la boquilla (° C) | Temperatura del lecho de impresión (°C) | Velocidad de soplado (%) | Peculiaridades |
| PLA | 190 – 210 | 60 – 70 | 100 | Seguridad
Fuerza |
| ABS | 230 – 250 | 90 – 100 | 50 – 75 | Flexibilidad |
| PETG | 230 – 260 | 60 – 90 | 25 – 50 | Químicamente neutro
Resistente a la abrasión |
| HIPS | 230 – 240 | 90 – 100 | 0 | Soporte soluble |
| SBS | 220 – 230 | 60 – 80 | 50 – 100 | Transparencia, gran flexibilidad |
| Nylon | 240 – 260 | 70 – 90 | 0 – 25 | Químicamente neutro
Resistencia al calor |
| TPU | 210 – 240 | 50 – 70 | 50 – 100 | Gran flexibilidad
Resistencia a las heladas |
| PVA | 220 – 230 | 65 – 75 | 0 – 50 | Solubilidad en agua |
| PC | 290 – 310 | 90 – 120 | 0 – 25 | Resistencia
Resistencia al calor |
| PEEK | 350 – 410 | 120 – 150 | 0 – 25 | Durabilidad Resistencia al calor y a las heladas |
[/su_table]

