




¿Quiere conocer las tecnologías de impresión 3D para la fundición de metales? Lea nuestra guía para principiantes.
En este artículo, ofreceremos una visión general de las tecnologías de fundición tradicionales y de cómo están cambiando con el uso de las impresoras 3D. También descubriremos qué impresoras 3D disponibles en el mercado actualmente son adecuadas para el moldeo por inyección.
¿Qué es la fundición?
Una fundición se refiere a una fábrica en la que se producen piezas fundidas fundiendo metal, vertiendo metal líquido en un molde y dejando que se solidifique. El producto final de la producción de la fundición son las piezas fundidas, es decir, las futuras piezas o espacios en blanco. Las piezas fundidas pueden pesar desde unos pocos gramos hasta varios cientos de toneladas.
Las piezas fundidas se utilizan principalmente en las fábricas que producen máquinas-herramienta. Este método de producción se distingue de otros por lo siguiente
1) Se pueden obtener productos con una masa de varios gramos a cientos de toneladas. Estos artículos pueden ser de geometría compleja y tener diversas propiedades mecánicas y operativas.
2) Se pueden obtener productos cuyos materiales o dimensiones los hacen imposibles o poco rentables de crear mediante otros métodos.
3) Las piezas fundidas son lo más parecido posible en tamaño y forma a los productos acabados. A diferencia de lo que ocurre con las piezas en bruto obtenidas por estampación volumétrica en caliente o por forja.
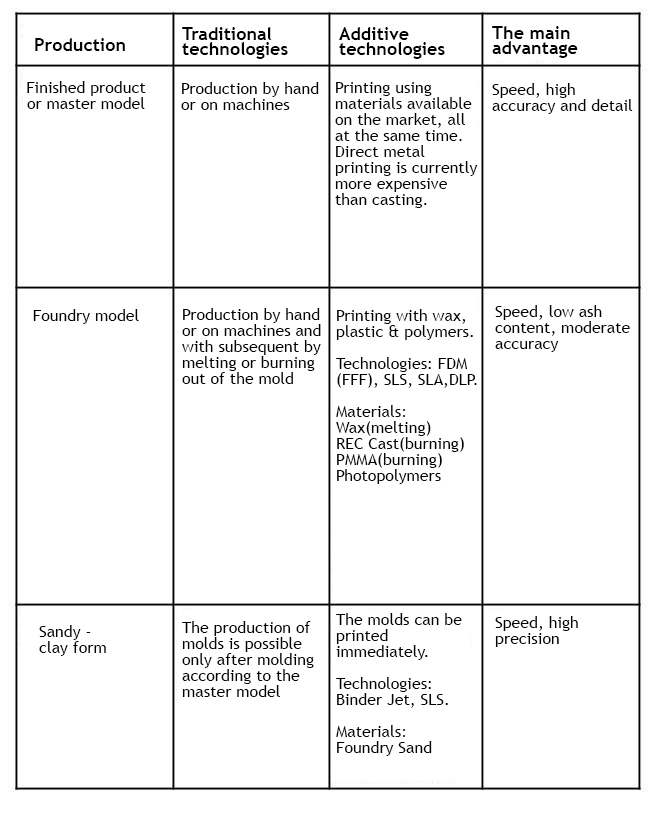
La fundición frente a la tecnología tradicional
En el proceso de fundición tradicional, el modelo maestro puede realizarse a mano o mediante mecanizado. Sin embargo, algunas formas no pueden realizarse manualmente. Para producir modelos maestros, se utilizan centros de mecanizado CNC de cinco ejes. Esto aumenta considerablemente la posibilidad de crear artículos de diversas formas complejas.
Sin embargo, fabricar una plantilla o un modelo maestro de este tipo es muy caro. Por lo tanto, esta opción de obtener una pieza fundida es pertinente para la producción en masa, pero no es económicamente viable en la producción pequeña y mediana. Para estas dos últimas opciones, sería mejor utilizar una impresora 3D.


Gráfico que muestra cómo el coste de un modelo depende del número de copias producidas, y dónde el uso de tecnologías aditivas será más racional.
Producción de piezas de fundición mediante el uso de tecnologías aditivas
Una de las cuestiones que tienen que abordar los tecnólogos de fundición es cómo minimizar las operaciones que requieren mucha mano de obra al mecanizar las piezas. Esto se resuelve con el hecho de que las piezas fundidas deben ser lo más parecidas posible a los parámetros de la pieza requerida, lo que también ahorra dinero y tiempo. Aquí, las innovaciones vienen al rescate, en forma de tecnologías aditivas.
Las tecnologías aditivas aceleran el proceso técnico, obviando los primeros pasos tradicionales de la tecnología de fabricación de piezas de fundición. Gracias a estas tecnologías, la fabricación puede obtener el modelo o molde de fundición requerido en una sola operación.


En la zona roja -el proceso de fundición tradicional-, en la verde y azul -la fundición con tecnologías aditivas- el tiempo de producción se reduce entre 2 y 6 veces.

La impresión directa de productos en metal, que se utiliza en muchas industrias modernas, es más cara desde el punto de vista económico que la fundición tradicional. Por ello, la impresión de modelos en 3D mediante fusión y quemado, así como la síntesis de moldes y núcleos listos para la fundición, resulta de especial interés.


El moldeo por inyección mediante tecnologías aditivas es más rentable que la impresión directa.
Áreas de aplicación
Los modelos maestros y los moldes de inyección impresos en 3D se utilizan en fábricas de joyería, en la producción de moldes dentales y productos ortopédicos, en oficinas de diseño, para I+D, en centros de formación y en centros de creación de prototipos.
Las piezas de fundición geométricamente complejas resultantes del uso de las tecnologías aditivas se utilizan en el cine y la televisión para producir rápidamente accesorios inusuales de forma compleja.


El Aston Martin 1960 DB 5 de 007 de la película “Coordenadas: Skyfall” se creó utilizando tecnologías aditivas para preservar el coche original en las escenas de acrobacias.

Fundición de escenografía mediante moldes de arena impresos en una impresora 3D.
Impresoras 3D y tecnologías para la impresión 3D de modelos de fundición
Para la obtención de modelos de inyección se utiliza la impresión 3D mediante las tecnologías FDM (FFF), SLS, SLA, DLP. Estas tecnologías permiten imprimir modelos para su posterior fundición o quemado del molde de inyección formado a su alrededor. Para los modelos de revestimiento se utiliza cera, mientras que para los modelos quemados se utiliza PMMA, plástico CAST y fotopolímeros especiales.
La principal ventaja de utilizar las tecnologías de impresión 3D es que no es necesario preparar equipos especiales, por ejemplo, moldes. Otras ventajas son el bajo contenido en cenizas de los materiales durante el quemado.
El modelo 3D preparado se envía inmediatamente para su impresión y, tras un pequeño procesamiento posterior, está listo para su uso.
FDM (FFF): Deposición capa a capa
El FDM es un método de impresión 3D ampliamente conocido por los profesionales y aficionados a las tecnologías aditivas.
El material del filamento para la impresión FDM de modelos calcinados es un plástico especial o un compuesto con un alto contenido de cera.


Dispositivo principal FDM (FFF) – impresora.


Proceso de impresión 3D con tecnología FDM
Impresora 3D recomendada: PICASO 3D Designer X
PICASO 3D Designer X es una impresora FDM con un área de construcción de 200 x 200 x 210 mm. Puede imprimir materiales como ABS, PLA, HIPS, PVA, ULTRAN 630, ULTRAN 6130, ASA, ABS/PC, PET, PC, FRICTION, CAST, RELAX , ETERNAL, FLEX, RUBBER, SEALANT, PETG, AEROTEX, CERAMO, WAX, SBS, SBS PRO, PROTOTYPERSOFT, PRO-FLEX, TOTAL PRO, NYLON y PEEK a velocidades de hasta 100 cm³/h y con grosores de capa a partir de 10 µm.
Materiales recomendados


Polymaker Polycast
Polymaker Polycast es un filamento de cera para imprimir modelos para la fundición de metales. Este filamento es adecuado para cualquier impresora FDM.


DISPONIBLE EN POLYMAKER
Cuando el filamento se quema, queda un contenido mínimo de cenizas, inferior al 0,01%. El material se procesa bien a posteriori mediante el pulido, utilizando un disolvente o una llama. Los modelos de cera no difieren en sus propiedades de los estándar y pueden utilizarse en la producción de fundición.
Filamento acrílico QDTD
El filamento acrílico QDTD es un filamento de polimetilmetacrilato (PMMA) para la producción de fundición. El filamento, comúnmente conocido como acrílico, tiene un alto grado de transparencia y un bajo contenido en cenizas.


DISPONIBLE EN TOP3DSHOP
Los modelos impresos con este material se funden con una solución de cera para crear una superficie lisa. A continuación, en la fundición del modelo, se crea un sistema de canales para suministrar uniformemente la masa fundida. A continuación, la estructura se sumerge en la mezcla de moldeo, que se aplica en varias capas. Esto crea una impresión fuerte del modelo impreso y del sistema de canales.
A continuación, el modelo impreso se saca del molde y se calcina en un horno. Después, se puede utilizar para la fundición.
A continuación se muestran algunos ejemplos de artículos creados con filamentos de PMMA.



SLS – Sinterización selectiva por láser
El SLS se utiliza para fabricar modelos maestros de formas complejas, precisión moderada y dimensiones relativamente grandes.
A continuación se describe el funcionamiento de esta tecnología:
Se llena una cámara de trabajo con un gas inerte como el nitrógeno. La cámara debe tener una plataforma recubierta con un rodillo que rueda polvo de poliestireno con un tamaño de partícula de 50-150 micras. Se sinteriza una nueva capa en la plataforma con un láser de CO2 (con una temperatura de 100-120°C) a lo largo de la sección del “cuerpo” del modelo CAD. A continuación, se baja la plataforma de trabajo 0,1-0,3 mm, tras lo cual se imprime la siguiente capa.


El dispositivo principal de la impresora SLS.
El modelo impreso no necesita soporte porque el propio material (polvo circundante) sirve de referencia. El material que no se utilice puede reutilizarse.

Proceso de impresión 3D con tecnología SLS
El modelo obtenido en una impresora de este tipo se rellena con material de moldeo, que se quema en un horno de calcinación. Durante la combustión, se liberan gases combustibles. Estos gases deben ser neutralizados.
El molde puede obstruirse con las cenizas del modelo quemado. Por ello, los materiales utilizados para su fabricación se toman con un bajo contenido en cenizas, en centésimas de porcentaje.


Molde de fundición de precisión de cerámica y fundición resultante
Impresoras recomendadas
3DSystesm ProX SLS 6100


3DSystems ProX SLS 6100 es una impresora 3D SLS con tiempos de construcción más rápidos que otras impresoras SLS de su nivel de precio, alto rendimiento de anidamiento y capacidad de alta densidad para una capacidad de volumen de construcción un 25% mayor
Materiales recomendados
PrimeCast 101 – Polystyrene Gray es un material gris basado en poliestireno. El material es adecuado para la impresión de modelos para la fundición de metales debido al bajo punto de fusión y a la precisión dimensional de las piezas impresas.
SLA – Stereolithography Laser Apparatus (Estereolitografía láser)
Este proceso de impresión es similar al SLS. Sin embargo, en lugar de material en polvo, se utiliza material líquido. El láser UV actúa sobre el material, que se cura selectivamente y por capas.


Los materiales utilizados son resinas sensibles a la luz y fotopolímeros. La plataforma de trabajo se baja o se eleva (dependiendo de la ubicación de la fuente de luz) y el líquido se polimeriza mediante un láser en determinados puntos.
Al igual que ocurre con los polvos, el material líquido no utilizado puede reutilizarse para imprimir modelos posteriores.

Proceso de impresión 3D con tecnología SLA.
Los modelos resultantes tienen una alta calidad superficial. Por lo tanto, no necesitan un mecanizado posterior.


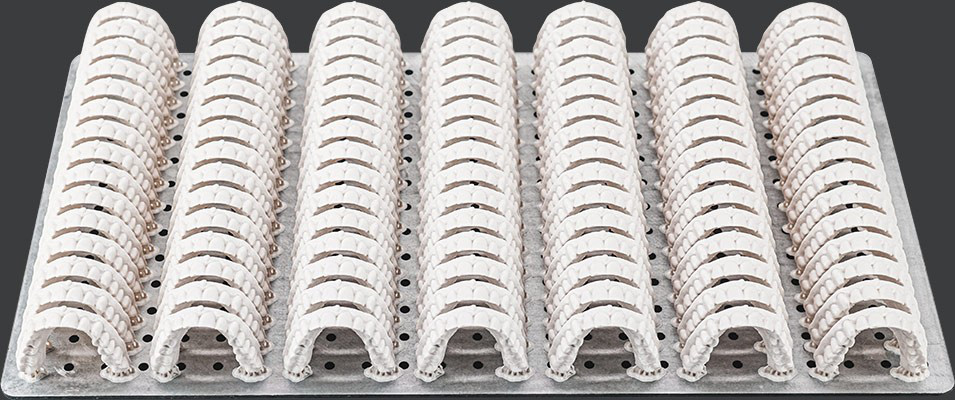
Modelos estereolitográficos de plástico de impulsores de chorro de agua (arriba a la izquierda), modelos de cera hechos a partir de ellos (abajo a la izquierda) y fundición metálica acabada (derecha).


A la izquierda – modelo SLA, a la derecha – fundición de plata.
Impresoras 3D recomendadas
UnionTech RSPro450


La impresora 3D UnionTech RSPro450 imprime piezas con un grosor de capa de 30 micras y un tamaño de 450 x 450 x 300 mm.
Shining3D EP-A450
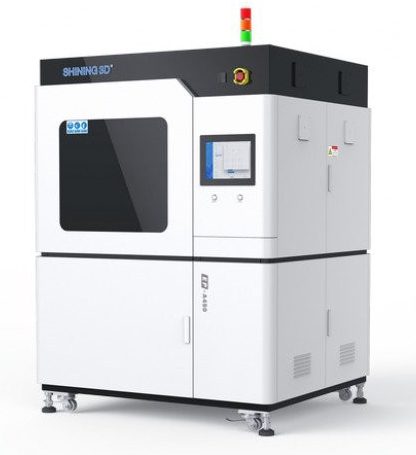

La impresora de fotopolímero Shining3D EP-A450 imprime objetos de hasta 450×450×350 mm a una velocidad de hasta 120 g/h.
XJRP SPS 450H


La impresora 3D XJRP SPS 450H tiene un tamaño de cámara de trabajo de 450 x 450 x 350 mm e imprime a una velocidad de 200 g/h.
Materiales
La resina de estereolitografía Somos Element fue desarrollada por DSM Additive Manufacturing específicamente para la fundición de modelos. El material no contiene antimonio.
La impresión con ella permite conseguir modelos 3D de alta calidad con un alto grado de repetibilidad. El material tiene una gran resistencia, no se deforma durante el almacenamiento y tiene un bajo contenido en cenizas. El material restante se retira fácilmente, dejando el molde limpio.
LCD (pantalla de cristal líquido) y DLP (procesamiento digital de la luz)
Para curar el fotopolímero, se utiliza un proyector DLP sobre chips DMD o una pantalla LCD. Esta es la principal diferencia con la tecnología SLA, que utiliza un láser UV.
Otra diferencia es que se proyecta toda la capa, cada píxel al mismo tiempo. Además, la capa no se dibuja con un rayo láser. Esto acelera el proceso.


Chip DMD con dos microespejos.
Los modelos impresos en una impresora de este tipo requieren la retirada de los soportes y el tratamiento UV. Esto significa que el posprocesamiento de los modelos obtenidos con esta tecnología no difiere de los que se imprimen con la tecnología SLA.


Proceso de impresión DLP


El “punto” de luz de un proyector DLP, según la impresión de una capa concreta.
La impresión DLP permite obtener un modelo más rápido, pero con una superficie menos lisa que una impresora SLA.




La diferencia de detalle al imprimir con tecnología SLA y con tecnología DLP.
Flash Forge Hunter DLP
FlashForge Hunter DLP es una impresora DLP con un grosor de capa de 25-50 micras y un área de impresión de 120×67,5×150 mm.


Modelo impreso y pieza de fundición acabada realizados con la impresora DLP FlashForge Hunter
Magna fotocéntrica de cristal líquido

La impresora 3D Photocentric Liquid Crystal Magna es una de las mayores impresoras de LCD. Tiene una cámara de trabajo de gran capacidad: 510 x 280 x 350 mm e imprime piezas con un grosor de capa de 25 micras.

El modelo está impreso en una impresora Photocentric Liquid Crystal Magna.
Materiales
El fotopolímero Daylight Precision Castable está diseñado para hacer moldes de fundición para joyería. La impresora tiene una gran precisión y detalle. La superficie de los productos es clara y suave. Después de quemarse, el material no deja cenizas y no se deforma durante la polimerización.


La pieza está impresa con Daylight Precision Castable en negro.
Impresoras 3D para hacer moldes
Puede obtener rápidamente un molde de fundición de alta calidad utilizando las tecnologías Binder Jetting y SLS. Las impresoras 3D que utilizan estas tecnologías imprimen moldes a partir de arena de fundición especial.
Tecnología Binder Jetting
Esta tecnología le permite imprimir un molde de arena con una geometría compleja sin ningún procesamiento adicional. Tras la impresión, se puede empezar a fundir inmediatamente.
La principal ventaja de la tecnología Binder Jetting es que no se necesitan condiciones especiales para el funcionamiento de dicha impresora. Se puede imprimir a temperatura ambiente.
Proceso de impresión Binder Jet.
En este caso, el material utilizado es la arena. La arena se distribuye sobre la plataforma de trabajo mediante un rodillo. A continuación, el cabezal de impresión aplica un adhesivo de unión sobre el polvo. La plataforma desciende a través del grosor de la capa del modelo y se forma el objeto en el que la arena se asocia con el líquido (es decir, el pegamento).
El material no utilizado, por analogía con la tecnología SLS, es un soporte para un futuro modelo.


El dispositivo principal de una impresora con tecnología Binder Jet.








Moldes de fundición impresos con tecnología Binder Jet.
Impresoras recomendadas
FHZL PCM1500


La impresora 3D de arena FHZL PCM1500 imprime modelos con una precisión de ±0,3 mm, con un grosor de capa de 200 micras. La máquina tiene un volumen de construcción de 1500 x 1000 x 700 mm.
FHZL PCM2200


La impresora 3D de arena, FHZL PCM2200, tiene una cámara de trabajo aún mayor, de 2200 x 1000 x 800 mm. La máquina imprime con piezas de arena de cuarzo, calcinada, sintética y cromita con un grosor de capa de 200 micras.
ExOne S-Max Pro


Esta impresora 3D industrial, ExOne S-Max Pro, imprime prototipos y moldes de arena con un grosor de capa de 260 micras. Las dimensiones de los modelos impresos no deben superar las dimensiones de la cámara de trabajo: 10400 x 3520 x 2860 mm.


ExOne S-Print


La ExOne S-Print es una impresora 3D industrial con una cámara de trabajo de 800 x 500 x 400 mm. La máquina imprime productos con un grosor de capa de 240 micras.
Impresión SLS de moldes de fundición
La principal diferencia con respecto a la tecnología SLS mencionada anteriormente es el uso de arena de fundición precargada con un polímero como material de impresión. El material se sinteriza con láser y luego se limpia. La forma resultante se coloca en un horno de calcinación para el curado, que tiene lugar a una temperatura de 300-350 ° C.
La principal diferencia con la tecnología Binder Jet es el mayor detalle del molde terminado. Sin embargo, se necesita más tiempo para obtener la forma acabada debido a la necesidad de un procesamiento adicional.
Impresión solar en 3D
Otra interesante tecnología de impresión en arena es la conocida como Solar Sinter. Esta tecnología fue desarrollada por el ingeniero, diseñador y artista alemán Markus Kaiser. La impresión 3D solar es estupenda para crear moldes de arena con muy poca precisión.

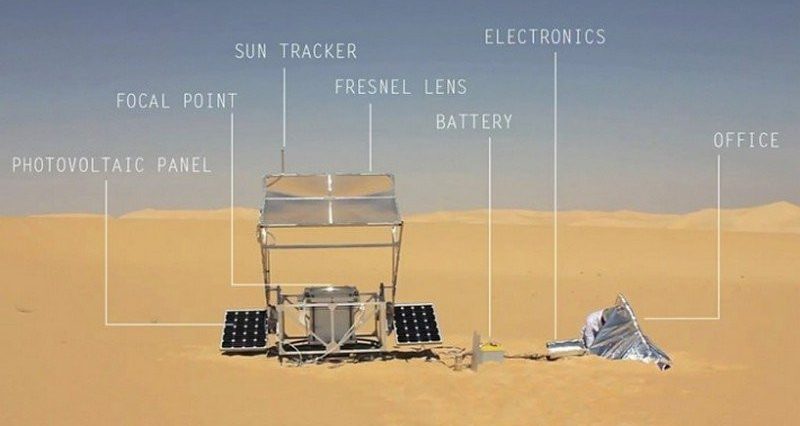
Hay que tener en cuenta que hay que llevar la oficina. Markus Kaiser ofrece una tienda de campaña piramidal con revestimiento reflectante: un gran refugio contra el sol abrasador.
Si su negocio está situado en el desierto, esta es la mejor opción, ya que la arena y la luz del sol están por todas partes, es decir, en un turno estándar de nueve horas. Para empezar a imprimir, sólo tienes que llevar tu propia impresora con un ordenador.
La impresora está equipada con una lente de Fresnel, que concentra la luz solar en un haz. La lente permite fundir la arena a una temperatura de 1400-1600°C. Un seguidor solar sigue la posición del sol y gira la lente hacia él. También hay fotocélulas para alimentar los accionamientos eléctricos de la instalación.
La principal ventaja de esta tecnología es el ahorro de electricidad, materiales y alquiler de locales. Sin embargo, quizá sea aún más importante el concepto.


El proceso de impresión en una impresora 3D solar
Una impresora de este tipo, tanto por la especificidad de la aplicación como por la escasa precisión de los modelos resultantes, difícilmente puede utilizarse para necesidades industriales. Sin embargo, para los artistas y artesanos, será un verdadero hallazgo.
Imprimir moldes de inyección en ella es quizás una ocupación dudosa, pero los objetos de arte son lo más.

La extracción del modelo de la zona de trabajo de la impresora 3D solar se realiza con una cuchara. Se puede utilizar un tapón, pero la velocidad será menor.
Pero, en serio, ¿quién sabe adónde llegará la tecnología? A veces los proyectos locos abren nuevas posibilidades en nuestra vida cotidiana.
Conclusión
La introducción de la impresión 3D hace que el proceso de fundición sea más barato y rápido. Con la impresión 3D, puede producir modelos y moldes para fundición con geometría compleja y varias dimensiones, sin perder la precisión de la fundición resultante.
Puede utilizar impresoras que trabajen con tecnologías FDM(FFF), SLS, SLA/DLP, Voxeljet para obtener modelos a la cera perdida y calcinados. Los materiales utilizados tienen un bajo porcentaje de contenido en cenizas, y la impresión de los modelos es más rápida que su realización manual o con una máquina CNC.


Un ejemplo de cadena de proceso para obtener una pieza de fundición utilizando un modelo de inversión
Para los moldes de fundición, son adecuadas las tecnologías de impresión Binder Jetting y SLS con un material adecuado para los moldes.
Las tecnologías aditivas en fundición son aplicables cuando es necesario obtener un modelo maestro o un molde para una futura fundición de forma barata y rápida, por ejemplo, para diseñar oficinas y plantas piloto. Las tecnologías también son aplicables en la producción en serie.
Si no se requiere una precisión de micras, la diferencia de velocidad y coste del trabajo las hace mucho más atractivas que el mecanizado en una fresadora CNC.
Hoy en día, puede pedir una pieza de fundición de metal o plástico y ver el resultado de utilizar la impresión 3D en la fundición.
Póngase en contacto con nosotros para que le asesoremos en la elección de una impresora 3D para integrarla en su fundición o en su equipo de fundición.

