




Lee nuestro análisis de la Wanhao D12/230 para conocer las características, especificaciones y capacidades de esta impresora.
Wanhao es uno de los principales fabricantes de impresoras 3D de la actualidad. La empresa lleva en el mercado desde 2012, y tiene una amplia gama de impresoras de diferentes tamaños, cinemáticas y precios. Una de sus impresoras 3D económicas es la Wanhao Duplicator 12.
Al igual que las impresoras Wanhao D9, la Wanhao D12 también viene en 3 tamaños; 300, 400 y 500.


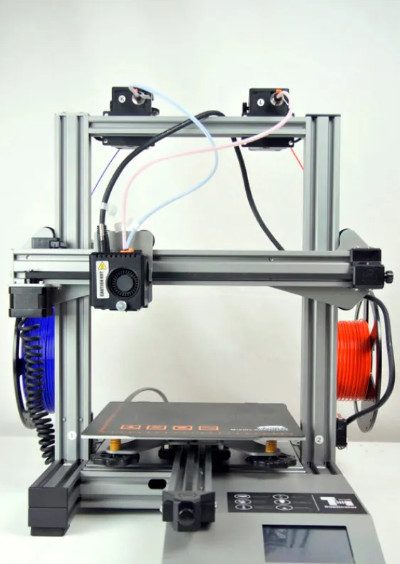
La Wanhao D12/230 es bastante diferente de otras impresoras de la serie Duplicator en términos de diseño. Desde el exterior, la D12/230 se parece a la Creality Ender-3 y similares.


Todas las versiones de la D12 vienen con un extrusor único y con extrusores dobles. Estos últimos utilizan dos alimentadores para imprimir el filamento a través de una sola boquilla.
En esta revisión, echaremos un vistazo a la versión más pequeña de doble extrusor, la D12/230.
Revisión del Wanhao D12/230

COMPRAR EN WANHAO STORE
¿Qué hay en la caja?
Como siempre, empecemos por desembalar.
Al abrir la caja del paquete de la impresora, encontrarás un detallado manual en inglés. El manual contiene toda la información que necesitas saber sobre el montaje de la impresora y el uso de la cortadora.


Los otros elementos de la caja incluyen:
- Un juego del segundo extrusor – un tubo de teflón con retenedores de ajuste, tornillos y tuercas en T
- Portacarrete de filamento
- Alimentador con motor y sensor de fin de filamento
- El primer extrusor
- Cabezal de impresión
- Segundo soporte de filamento
- Cable de alimentación
- Conjunto del portal, con los motores ya instalados y las correas tensadas

- Superficie de impresión flexible y desmontable
- Dos sondas de PLA
- El tubo de teflón del primer extrusor
- Los tornillos
- Un conjunto de herramientas para el montaje y el uso de la impresora (hexágonos con una llave, pinzas, una aguja para limpiar la boquilla)


- Una tarjeta microSD con un lector de tarjetas
- Una espátula
- Un cable USB para conectar a un ordenador
- Una tarjeta de calibración

En la parte inferior de la caja hay una unidad de control con una fuente de alimentación y una mesa.


Montaje de la impresora
El proceso de montaje no es complicado. Simplemente hay que atornillar el portal a la parte inferior con 4 tornillos.

Coloque el cabezal de impresión en el carro del eje X.

Instale los mecanismos de alimentación en la barra superior.

Atornille los soportes para las bobinas de filamento con sensores de extremo de filamento en la parte posterior.

A continuación, apriete las correas con los tensores que se encuentran en los ejes X e Y.


También es aconsejable comprobar la presión de los rodillos a los perfiles. Si es necesario, utilice una llave para apretar las excéntricas que hay en todos los carros. La presión debe ser tal que nada cuelgue pero, al mismo tiempo, también se mueva libremente.

A continuación, conecte los cables. Para mayor comodidad, todos los cables están marcados.

Introduzca los tubos de teflón desde los alimentadores hasta el cabezal de impresión.
A continuación, instale los clips de plástico de los racores para que los tubos no jueguen en ellos.


El montaje dura aproximadamente una hora. Pero, como de costumbre, no recomendamos apresurarse. Es mejor hacerlo todo con cuidado y volver a comprobarlo todo varias veces.
Wanhao D12 /230 Features
Repasemos rápidamente las características técnicas y de diseño de la impresora.
Área imprimible
El área de impresión es de 230 x 230 x 250 mm.


La cinemática es similar a la de Prusia y se implementa según el sistema Openbuilds, es decir, rodillos que ruedan sobre perfiles de aluminio.

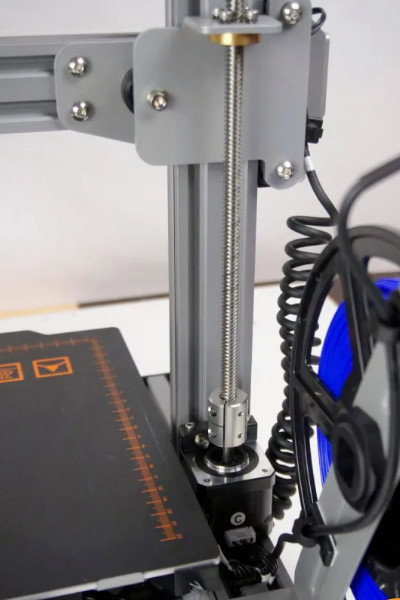
El eje Z es accionado por un único motor de tornillo trapezoidal. En la parte superior, el tornillo está sujeto por un rodamiento. Por experiencia, con un área de impresión de este tipo, un motor es suficiente para que el eje se eleve uniformemente si los rodillos están bien ajustados.


El eje Y se mueve a lo largo del perfil 20 por 40 mm.

Los mandos de ajuste de la cama de impresión son grandes y cómodos. Los muelles son impresionantes y mantienen bien su forma sin doblarse hacia los lados.

Hay un práctico tensor de correa en la parte delantera. La mesa calefactada funciona con 24 voltios.
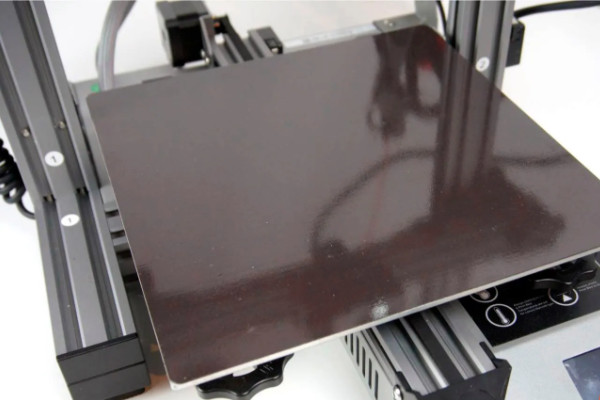
Se pega una superficie magnética en la parte superior del lecho calentado y se magnetiza a ella una lámina metálica flexible. La lámina metálica está pegada con un revestimiento adhesivo.
Es conveniente una mesa flexible extraíble.

El eje X también se mueve a lo largo de un perfil de 20 por 40, y también tiene un tensor de correa.

Extrusora
El hotend se cierra con una carcasa de plástico y se fija al carro con dos tornillos en la parte posterior.

En la parte inferior delantera, hay un pomo que sujeta el conducto de aire para soplar la pieza. El pomo se presiona contra el ventilador de turbina 4010 .
El soplado es circular y se realiza de tal manera que el flujo de aire va exclusivamente a la punta de la boquilla y no puede caer sobre el bloque de calentamiento.

El radiador del hot-end se refrigera con un ventilador axial convencional 4010. El hotend tiene forma de Y, cuenta con una boquilla, pero en él se cargan dos filamentos desde arriba.
Hay algo parecido a una horquilla dentro del radiador. Cuando se imprime con dos materiales, los plásticos fluyen por turnos, como dándose paso el uno al otro hacia la boquilla. Es decir, al cambiar de material, un filamento se enrolla hacia la horquilla y el segundo se carga por el canal libre.


La ventaja de este método es que no es necesario alinear y calibrar los hotends individuales. Además, el plástico no se escapa de la boquilla inactiva.
Sin embargo, esta solución también presenta algunos inconvenientes. Los analizaremos más adelante con ejemplos concretos.
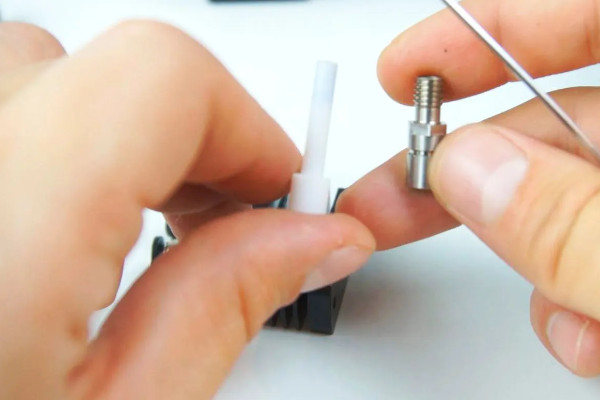
El bloque de calentamiento del extrusor se asemeja al del E3D v5. Sin embargo, la boquilla no está instalada como es habitual.

La boquilla se parece a la MK8 por fuera. Sin embargo, es ligeramente más grande y tiene un pequeño tubo de teflón en su interior. No estamos seguros de por qué es necesario allí. Además, el tubo era ligeramente más corto de lo necesario y tuvimos que sustituirlo.

La barrera térmica entre el radiador y el bloque de calefacción no es totalmente metálica. Además, tiene un pequeño tubo.
En el extremo caliente, hay tubos de teflón de diferentes tamaños y diámetros. No creemos que sea conveniente utilizar una boquilla patentada en una impresora económica. Y aunque las boquillas estándar MK8 o E3D v6 se enroscan normalmente en el bloque de calentamiento, son demasiado cortas para alcanzar el conducto de refrigeración de la zona de impresión.

Dentro del cabezal de impresión hay una placa adaptadora en la que se conecta un cable de par trenzado con conectores RJ45.


En el lado del hot-end, el enchufe tiene tornillos para fijar los cables y asegurarse de que nada cuelgue o se caiga.
La Wanhao D12/230 tiene dos mecanismos de alimentación. En este caso, los mecanismos son del tipo Titan, es decir, tienen una caja de cambios en su interior que aumenta el par y la precisión de la alimentación. Pero a diferencia de los mecanismos tipo BMG, aquí el engranaje de alimentación está en un lado. En el otro lado hay un rodillo recíproco.
El Titán es más cómodo de usar cuando se trata de cargar y descargar plástico.
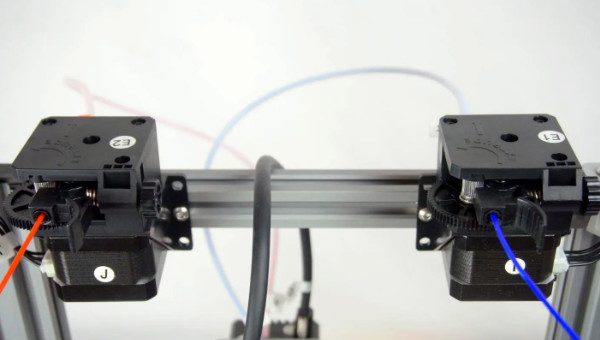

Cada alimentador tiene una perilla de ajuste de presión a la izquierda.

Cada extrusor tiene un sensor de extremo de filamento.

Cuando se imprime con un extrusor, debe haber filamento en ambos sensores. De lo contrario, la impresora mostrará un error. Para evitar que esto ocurra, puedes simplemente coger un trozo de filamento e insertarlo en el sensor de un extrusor inactivo.
Electrónica
Veamos qué tiene la impresora en cuanto a partes electrónicas y eléctricas.
La Wanhao D12/230 tiene la placa de control común MKS Robin Nano versión 1.2 de 32 bits. Esta es una placa decente pero no es la mejor.
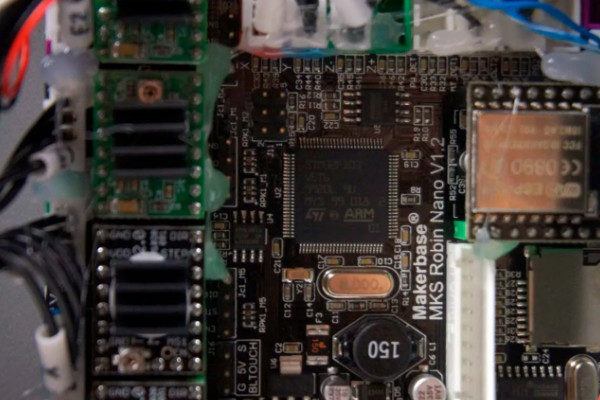
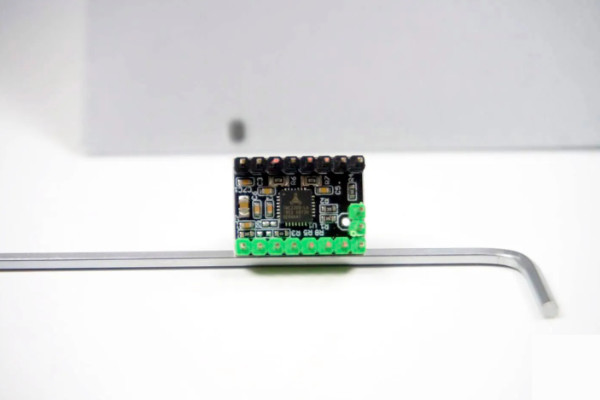
En los ejes XYZ, hay tranquilos controladores TMC2209. En los extrusores, tenemos el barato A4988. Teniendo en cuenta que los TMC2209 pueden funcionar notablemente bien en los extrusores, habría sido mejor que se utilizaran también aquí en lugar de los baratos drivers A4988.
Sin embargo, todos los drivers son desmontables y no será difícil sustituirlos más adelante.

El módulo Wi-Fi ya está instalado en la placa.
La pantalla es estándar para una placa de este tipo: una MKS TFT35 en color sensible al tacto.

Los cables están colocados de forma un poco descuidada. En lugar de acortar todo a la longitud requerida y separar cuidadosamente la sección de potencia de la de señal, todos los cables están simplemente trenzados en un haz y apretados con bridas.
A pesar de este descuido, los cables siguen funcionando.

La fuente de alimentación es de ChuengLiang, que es bastante fiable. Y los 350 vatios de potencia para una impresora así son suficientes.

Calidad de impresión
Pasemos a los ejemplos de impresión.
Para preparar los modelos, Wanhao sugiere utilizar su slicer. Más concretamente, se trata de un antiguo slicer de Cura convertido para las impresoras de Wanhao.


No vemos la utilidad de utilizarlo. El programa es anticuado y tiene ajustes limitados.
Afortunadamente, la impresora entiende el Gcode normal y se puede utilizar casi cualquier cortadora. Elegimos la versión 4.5 de Cura.
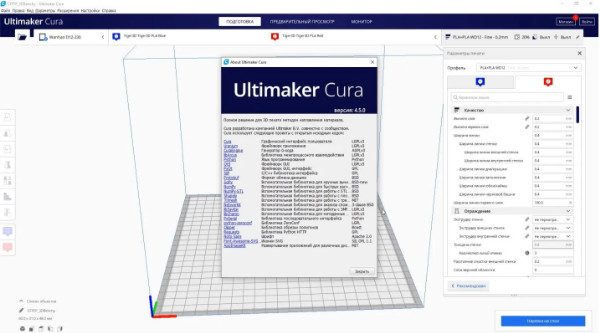

Hay versiones más nuevas de Cura, pero esta es probablemente una de las más estables y compatibles con esta impresora de doble extrusor.
Dado que la impresora es nueva, no hay un perfil ya configurado para ella en esta versión de Cura. Por lo tanto, es necesario crear una impresora FDM personalizada.
Además de los parámetros principales, lo más importante es configurar 2 extrusores y marcar la casilla “Calentador común”. Además, en la configuración de cada extrusor, especifica el diámetro del filamento de 1,75 mm.
Para conectarse a la impresora a través de Wi-Fi, haga clic en el elemento correspondiente en la configuración en el menú de la pantalla, seleccione su red Wifi, introduzca la contraseña y conectarse.

Se asigna una dirección IP a la impresora y se muestra en la pantalla.

Lee el manual para aprender a configurar una conexión en el Wanhao slicer.
Para conectarse desde otra versión de Cura, vaya a la tienda, busque el Plugin MKS Wi-Fi e instálelo.
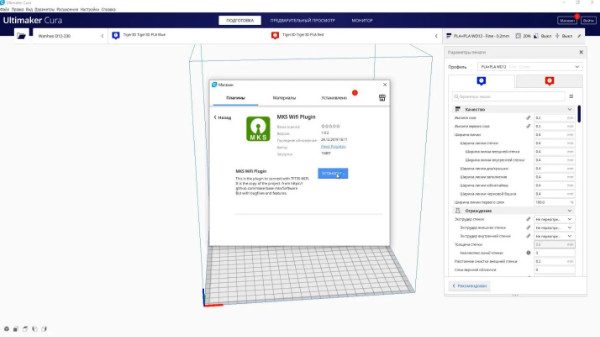
Después de reiniciar Cura, el botón MKS Wi-Fi aparecerá en la configuración de la impresora. Haga clic en él, añada la dirección IP que se emitió a la impresora y haga clic en “Conectar”.
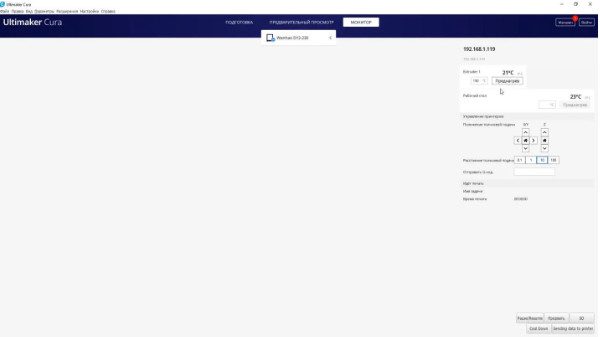
Después de eso, el menú de control de la impresora aparecerá en la pestaña Monitor. Y al rebanar un modelo, será posible enviar el modelo rebanado a la impresora e iniciarla para su impresión.
Si el control no funciona de inmediato, reinicie Cura. Después de esto, todo debería conectarse.
La función Wi-Fi es conveniente. Sin embargo, los archivos se transfieren con bastante lentitud. Esto no es crítico cuando se envían modelos pequeños. Pero si los archivos son grandes, la descarga puede tardar varios minutos.
Como la impresora es similar a la Ender-3, imprimimos el conocido barco Benchy con un perfil de la misma.
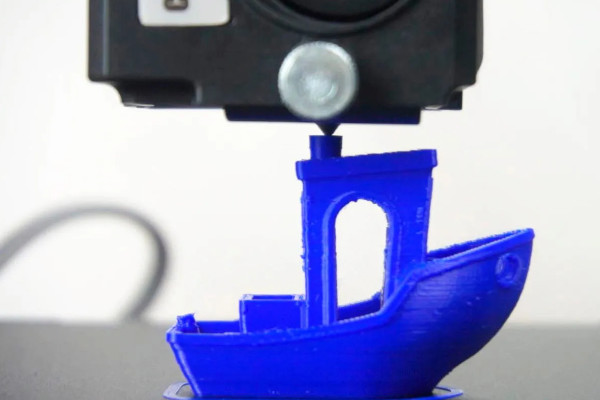
Este modelo fue impreso con Hatchbox PLA.
El barco salió bien, pero tenía defectos evidentes. En primer lugar, el flujo de aire aparentemente bien implementado resultó no ser muy eficaz. En las pendientes fuertes y en los lugares de transición entre capas, el plástico no se enfriaba lo suficiente y se doblaba hacia arriba.
En segundo lugar, tras las transferencias, quedaron fuertes manchas de plástico en el modelo. También hay extraños huecos en las superficies.








Después de soplar, el modelo se vuelve claro. Hay que bajar un poco la temperatura para obtener los mejores resultados.
Además, utilizamos una función en Cura llamada “Ángulo de la pared que sobresale”. Con esta función, los muros que se impriman con un ángulo mayor que el especificado se imprimirán a la velocidad especificada en el apartado “Velocidad de impresión del muro saliente”.
El ángulo se mide en grados, y nosotros lo fijamos en 60. La velocidad es un porcentaje de la velocidad de impresión habitual, y la fijamos en un 40%. Así, en las pendientes fuertes, el soplado debería tener más tiempo para enfriar el plástico.
Para ajustar las retracciones, imprimimos varias pruebas con plásticos de diferentes marcas y colores. Lo hicimos para excluir posibles problemas con algún material en particular.
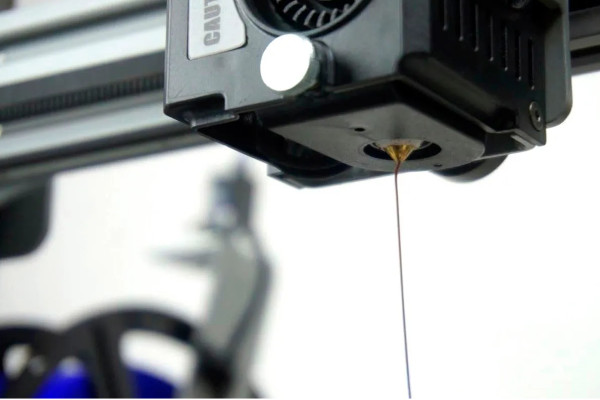
El resultado fue que el encordamiento fue mínimo durante las transferencias. Sin embargo, no fue posible eliminarlas por completo. Quedaron hilos muy finos, casi como pelusas. Otro problema es que seguían existiendo huecos en las superficies.


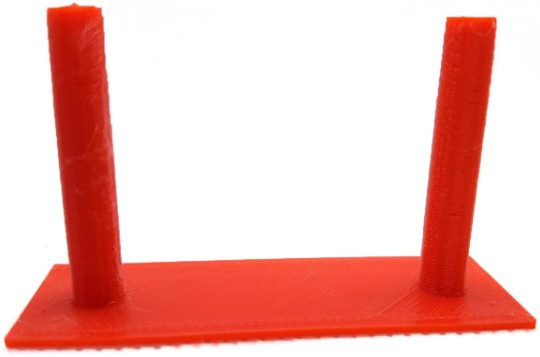

Estos huecos se producen porque durante la retracción, entra una burbuja de aire en la boquilla, que sale un par de milímetros después de volver a imprimir. Para solucionar este problema, se puede disminuir la velocidad de retracción.
Nosotros redujimos la velocidad de retracción de 35 a 25 y el problema desapareció. Además, los hilos casi desaparecieron.

Con los nuevos parámetros, imprimimos otro barco con PLA naranja de Hatchbox. El modelo resultó mucho mejor. Todavía hay problemas con el flujo de aire, pero no hay huecos, manchas o hilos.








También imprimimos un jarrón en PLA azul Hatchbox. Esta es la forma más cómoda y rápida de comprobar que la impresora no se tambalea a lo largo del eje Z y, en general, de ver la uniformidad de las capas apiladas.
La velocidad de impresión de las paredes exteriores fue de 40mm/s, y el ancho de línea fue de 0,6mm con un diámetro de boquilla de 0,4mm.
El jarrón quedó muy bien. No hay ni un solo defecto en las superficies. Todas las capas son uniformes; no sobresale nada en ninguna parte. No hay bamboleos ni huecos.





Con los ajustes adecuados, es bastante posible lograr una buena impresión, con la excepción de un flujo de aire un poco insuficiente.
Una vez resuelta la impresión monocolor, pasamos a probar la impresión con doble extrusor.
Si has utilizado una impresora 3D antes, sabes que cuando sustituyes el plástico, queda un poco de material en el hotend. Tienes que empujar el nuevo plástico hasta que el color cambie completamente.
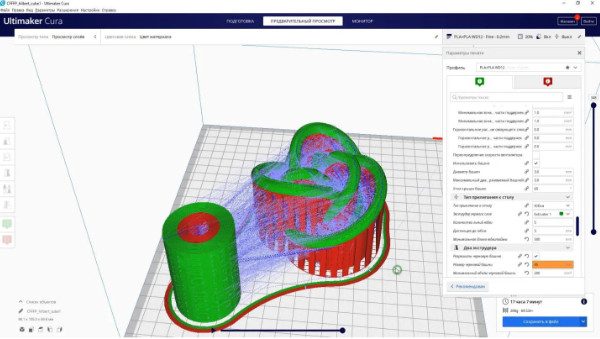
El mismo problema se presenta en este tipo de hotends. Sin embargo, aparece cada vez que se cambia el extrusor. Por lo tanto, al imprimir, es necesario utilizar la llamada torre de desbaste.

Aquí hay varios parámetros, es decir, las coordenadas donde se imprimirá esta torre, el diámetro de la torre y el volumen de plástico que debe ser expulsado antes de la impresión.
Este último parámetro se ajusta de forma independiente para cada extrusor. Por ejemplo, cuando se cambia de un color claro a uno oscuro, no se necesita un gran volumen. Y si se pasa de oscuro a claro, hay que expulsar mucho más, ya que las impurezas son muy visibles en el material claro y el color se obtiene con un tinte del segundo plástico.


También es recomendable escribir un comando para moverse a un punto por encima de la torre de desbaste en el Gcode de inicio para cada extrusor. Esto es necesario para que cuando la temperatura se estabilice o cambie, el extrusor no cuelgue sobre la pieza, sino que lo haga sobre la torre.
Las coordenadas aproximadas del centro de la torre tienen que ser calculadas independientemente. Se pueden utilizar las variables posición_de_torre_primera_x y posición_de_torre_primera_y. Sin embargo, estas coordenadas no están por encima de la torre, sino junto a ella.


Otra cuestión, en el caso de las extrusoras dobles, es necesario indicar correctamente la longitud y la velocidad de retroceso del plástico al cambiar de extrusora. La longitud debe ser suficiente para que al cargar el segundo material, el primero quede detrás de la horquilla y no interfiera en el paso del segundo. Fijamos este parámetro en 55mm a una velocidad de rollback de 25mm/s.
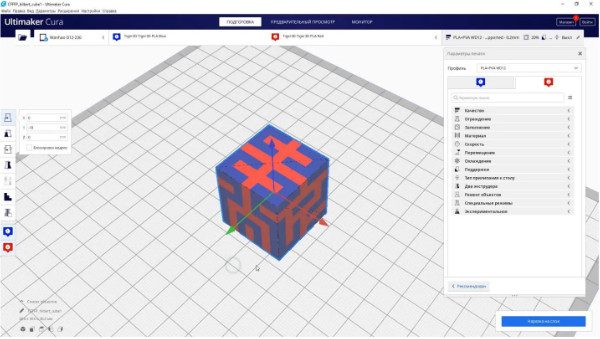
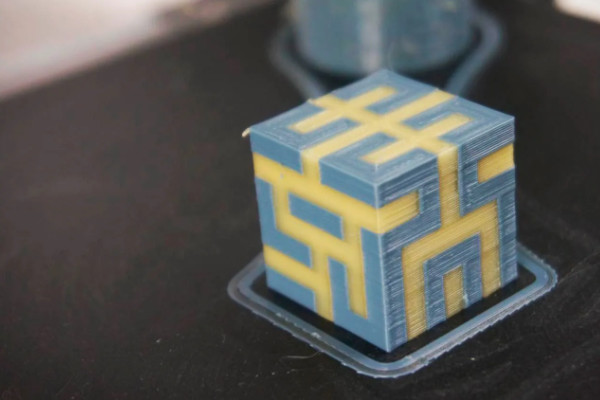
Intentamos imprimir una prueba sencilla. Un pequeño cubo de dos colores en Hatchbox naranja PLA y Hatchbox azul PLA. El volumen de plástico conducido a través de la torre de desbaste al cambiar a azul se estableció en 40 mm cúbicos, y para el naranja, 60 mm cúbicos.
El cubo se imprimió bien. El único problema fue que el volumen de plástico canalizado al cambiar a naranja resultó ser insuficiente. Como resultado, el naranja salió con un tinte azulado.
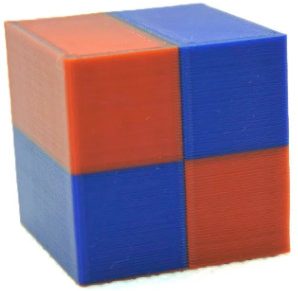


Por lo demás, todo es bastante suave y ordenado.
Hubo un momento extraño al principio de la impresión: en el primer cambio de plástico, el primer material se enrolló hasta la distancia requerida y el segundo se quedó en su sitio. Por lo tanto, tuvimos que moverlo manualmente y en la primera capa el plástico no tuvo tiempo de cambiar completamente.


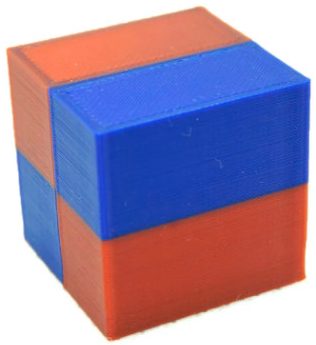
Para resolver este problema, hemos establecido la longitud “mínima de la falda / borde” del segundo extrusor a 3000 mm. Así, en la primera capa, al imprimir la falda del segundo extrusor, el plástico tendrá tiempo de pasar a la boquilla, y el color cambiará.


El volumen de la torre de desbaste para el plástico azul se aumentó a 60 milímetros cúbicos y para el material naranja, lo aumentamos hasta 75 milímetros cúbicos. A continuación, imprimimos un modelo bicolor del astronauta de la empresa MakerBot.
Casi de inmediato, quedó claro que el aumento del volumen de la torre de desbaste aún no era suficiente. Especialmente en contraste con las suelas, que se imprimieron sin cambiar el extrusor, resultaron ser de color naranja puro. Y luego, donde ya se habían cambiado los extrusores, el naranja resultó ser oscuro con un evidente tinte azulado.
Un poco más tarde, volvió a haber falta de flujo de aire en los lugares donde se empezaron a imprimir las manos. Aunque, para ser justos, estos lugares tienen pendientes muy fuertes.
Por lo demás, el astronauta terminó de imprimirse sin ningún incidente. La calidad resultó ser bastante decente pero no perfecta. Hay algunas pequeñas manchas en un par de lugares, pero no son significativas.














La impresión en dos colores con los mismos materiales es bastante interesante. Con dos extrusores, se puede utilizar la impresión con soporte soluble. Hay dos tipos principales de soportes solubles: PVA y HIPS.
El HIPS se utiliza para imprimir con plástico ABS o materiales similares. Esto será problemático en esta impresora. Pero los soportes de PVA son adecuados para imprimir con plástico PLA. Y el PVA se disuelve con agua corriente.
Tomamos uno de los PVA más estables y fáciles de imprimir de Esun . Y tratamos de imprimir la prueba más famosa para imprimir con un material que se disuelve – Gilbert Cube.

Este modelo no tiene soporte, y al igual que un modelo normal de dos colores, consta de dos archivos STL.
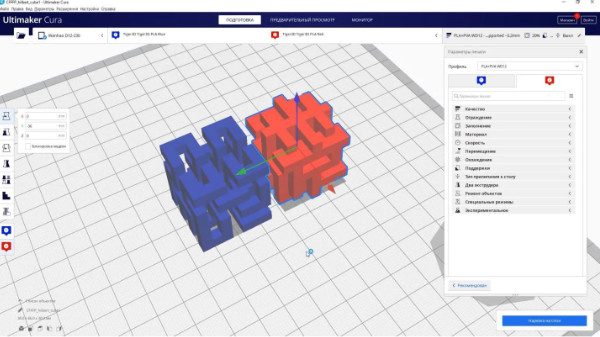
La parte principal se imprimió en PLA gris Overture, la parte auxiliar se imprimió en PVA ESun. El volumen de la torre de desbaste durante la transición a PVA se fijó en 80mm2.
No importa si un poco de PLA entra en el PVA, aunque no completamente, pero puede disolverse. Pero con la transición al PLA, la situación es más complicada. Si contiene restos de PVA, la parte que debería permanecer intacta puede disolverse en el agua. Por lo tanto, el volumen de la torre de desbaste para el modelo se fijó en 100 mm2.

En apariencia, todo se imprimió muy bien, incluso a pesar de los caprichos del PVA.
Pusimos el modelo en el agua y nuestros temores estaban justificados.
Al principio, todo iba bien. Sin embargo, al cabo de unas horas, comprobamos que parte del PLA se había disuelto en algunos lugares y la maqueta se deshizo.

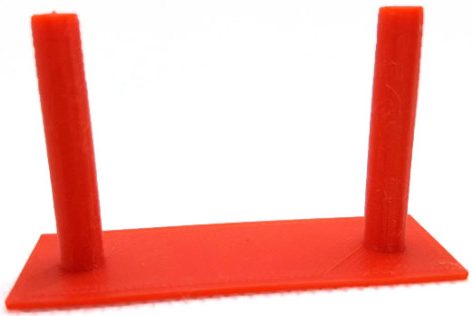
Hicimos algunas pruebas más para encontrar un volumen de torre de desbaste aceptable.
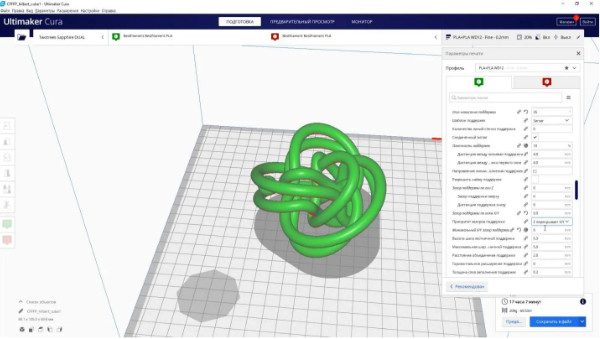
Se trata de un laberinto de forma muy complicada en cuyo interior hay una bola. Y después de quitar los soportes, esta bola debería rodar. Por supuesto, este modelo se puede imprimir con los soportes habituales. Pero para conseguir una calidad de superficies como con los solubles, lo más probable es que no funcione.
El volumen de la torre de desbaste durante la transición a PLA se fijó en 200 mm2. Los espacios entre los soportes y el modelo en todos los ejes se fijaron en 0.
A continuación, enviamos el modelo a imprimir.


El laberinto se imprimió hasta el final sin incidentes. Todos los soportes funcionaron bien. No hubo problemas con los elementos que sobresalen y los lugares que empiezan a imprimirse en el aire.

La impresión duró unas 21 horas y se gastó una gran cantidad de plástico en la torre de desbaste. Afortunadamente, el plástico no era el caro PVA sino el relativamente barato PLA.

No nos atrevimos a dejar la maqueta en el agua durante mucho tiempo y la mayoría de los soportes se retiraron simplemente bajo el chorro de agua caliente. Como resultado, el laberinto no se deshizo.
Las superficies por encima de los soportes tienen exactamente la misma calidad que las anteriores, independientemente de las pendientes. Tras el lavado final, aparecieron pequeños huecos en el PLA. Al parecer, el PVA seguía entrando en el modelo principal. Esto estropeó un poco el aspecto. Aun así, el modelo quedó intacto y funciona bien.
Para ser sinceros, quedamos muy contentos con el laberinto.








Por último, volvamos a la impresión con un solo extrusor, sólo que esta vez con plástico PETG.
Usamos PETG blanco Overture. El bote de Benchy quedó bien. No hay huecos, el número de hilos es mínimo, la geometría es uniforme.




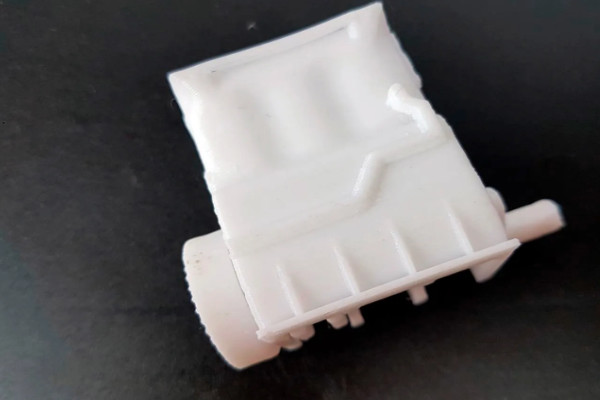
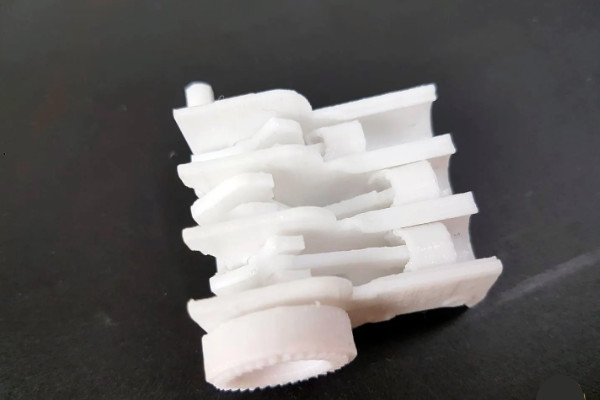
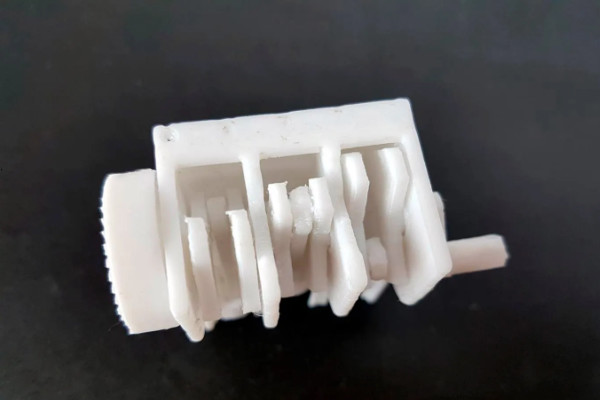
También intentamos imprimir una prueba muy difícil: un pequeño motor. Se imprime montado, y después de la impresión debe moverse, simulando el funcionamiento de un motor de combustión interna.
Este modelo también se imprimió bien, y no tuvo ningún fallo significativo.

Conclusión
¿Qué podemos decir de la impresora?
La Wanhao D12 230 está bien hecha y da una buena impresión. En el modo de un solo extrusor, con ajustes bien elegidos, la calidad de impresión es decente. Sin embargo, hubo un poco de falta de flujo de aire en las pendientes fuertes al imprimir PLA.
En el modo de doble extrusor, con los ajustes correctos, también se puede lograr una impresión normal de esta impresora. Sin embargo, el hotend en forma de Y tiene muchas complicaciones, entre ellas: un gran volumen de la torre de desbaste, el tintado de un material con otro, largas retracciones al cambiar un extrusor, y el tiempo de calentamiento o enfriamiento del hotend al imprimir con materiales con diferentes temperaturas.
Aun así, los defectos que acabamos de mencionar no son exclusivos de esta impresora Wanhao sino, en general, de todas las impresoras de doble extrusor.
COMPRAR EN WANHAO STORE

