




¿Quiere comprar una impresora 3D Uniz Slash Plus? Antes de hacerlo, lea nuestra reseña para saber qué puede esperar.


DISPONIBLE EN TOP3DSHOP
No hace mucho tiempo, recibimos una nueva impresora 3D Uniz Slash Plus en nuestro laboratorio de pruebas.
La Slash Plus ha demostrado su eficacia en diferentes sectores, especialmente en el de la odontología. Actualmente, la impresora es una de las impresoras de resina no industriales más rápidas del mercado. La impresora combina con éxito la alta velocidad con una excelente precisión. Además, cuenta con una gran superficie de construcción.
Sobre Uniz


UNIZ TECHNOLOGY LLC fue fundada en San Diego, California, en 2014. La empresa se dedica al desarrollo de equipos 3D y resina, tanto para uso general como para uso industrial (ingeniería, dental y joyería).
En 2016, Uniz publicó su primer proyecto en Kickstarter para desarrollar la primera impresora de la línea Slash. El proyecto fue apoyado por 552 patrocinadores y se recaudaron 571.926 dólares. Después de eso, la serie fue sustituida por otras impresoras mejoradas, de una de las cuales hablaremos hoy.
Revisión de Uniz Slash Plus
En este análisis de la Uniz Slash Plus, veremos las características, las especificaciones, el rendimiento y la calidad de impresión de la impresora 3D.
Tecnología de impresión
Al desarrollar la serie Slash de impresoras de resina, Uniz perseguía el objetivo de conseguir una alta velocidad de impresión de modelos sin sacrificar la precisión. Las impresoras también debían tener una gran superficie de construcción sin ser caras. Este resultado se consiguió gracias a la tecnología de estereolitografía LCD con un sistema de refrigeración por agua.
Hay muchas reseñas en Internet que describen esta tecnología, así que escribiremos brevemente el principio principal.
FDM y SLA son significativamente inferiores en términos de velocidad de impresión a las tecnologías DLP y LCD. Con FDM y SLA, la construcción se produce de forma puntual, pero con DLP y LCD, toda la capa se ilumina simultáneamente. Sin embargo, con la impresión DLP y LCD, la velocidad sigue siendo limitada.
Si se aumenta la velocidad, se genera una gran cantidad de calor durante el proceso de resinización. Y cuando se imprime un objeto grande, la temperatura aumenta considerablemente y la luz puede dañar el modelo.
El potencial de las impresoras DLP está limitado por la estructura del camino óptico, que debe permanecer sin obstáculos. Por lo tanto, no es posible eliminar cierta cantidad de calor de la superficie.
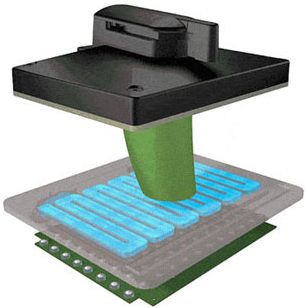
La impresora 3D Slash Plus utiliza el método de exposición por contacto, que consiste en colocar el sistema de refrigeración por agua lo más cerca posible del panel LCD. La iluminación se realiza mediante una matriz de LED. La refrigeración neutraliza las grandes cantidades de calor generadas y permite imprimir objetos grandes a gran velocidad sin problemas.

Como resultado, la Slash Plus puede imprimir a 1.000 cc/hora, lo que es comparable a las máquinas industriales.
Para comparar, compruebe la velocidad de impresión de los mismos modelos en Slash + y Formlabs 2:
| Especificaciones | UNIZ Slash Plus | Formlabs Form2 |
|---|---|---|
| Superficie de la parcela | 192 mm * 120 mm * 200 mm Volumen 4608 cm³ | 145 mm * 145 mm * 175 mm Volumen 3679 cm³ |
| Sello de fundición dental (resina dental especial). Altura de la capa 0,05 mm | 6pcs / 1h 28 min | 4pcs / 6h 21 min |
| Impresión de anillos (resina quemada) | 60pcs / 3h 51 min | 55pcs / 11h 22min |
| Altura de la capa 0,025 mm | 180pcs / 12h | 55pcs / 12h |
| Impresión de cubos: 10 * 10 * 10cm | 3h 54min | 39h 18min |
| Altura de la capa: 0,1 mm | 256 ml / h | 25,9ml / h |
| Resolución | X-axis: 75 μm Y-axis: 75 μm | 140 μm |
| Perfil del eje Z | 10 – 300 μm (personalizable) | 25 – 300 micras |
Podemos ver que la tecnología de impresión SLA de la impresora Formlabs 2 está muy por detrás de la LCD-SLA que representa la Slash Plus.
Especificaciones
| Característica | Valor |
|---|---|
| Tecnología de impresión | Estereolitografía LCD |
| Material del cuerpo | racero reforzado, fibra de carbono |
| Tamaño del área de impresión | 192 × 120 × 200 mm |
| Longitud de onda UV | 405 nm |
| Tipo de material | resins |
| Precisión de posicionamiento XY | 75 μm |
| Precisión de impresión | ± 20μm |
| Precisión de posicionamiento en el eje Z | 10, 25, 50, 100, 150, 200, 300 micras |
| Temperatura de trabajo | Recomendado 18-28 ° C |
| Velocidad de impresión | 1000 cc cm / hour, thin-walled 200 mm / hour |
| Interfaz de conexión | USB, Wifi, Ethernet |
| Software | UNIZ |
| Requisitos mínimos del ordenador | Windows 7 o posterior (sólo 64 bits), Mac OS X 10.7 o posterior (sólo 64 bits), 16 GB de RAM, OpenGL 2.1, gráficos discretos |
| Compatibilidad | Dispositivos móviles iPhone, iPad y Android |
| Formato de archivo soportado | STL, OBJ, AMF, 3MF, UNIZ |
| uso de energía | 3A 50 / 60Hz, 240W |
| Peso (sin embalaje) | 14 kg |
| Dimensiones (sin embalaje) | 350 × 400 × 530 mm |
| País de origen | China |
La Slash + tiene un área de construcción realmente enorme en comparación con otras resinas en este rango de precios. Su área de construcción es de 192 x 120 x 200 mm.

Además, la propia impresora es bastante compacta y sólo pesa 14 kg.

Hay un compartimento a la derecha de la impresora para alojar un contenedor de resina de marca.
En el baño se estira una película multicapa diseñada para 1000 horas de impresión (300 mil capas).


La impresora tiene una pantalla LCD IPS WQXGA con una resolución de 2560 x 1600 (339 píxeles por pulgada), la precisión XY es de 75 micras y la precisión Z es de 10 micras.
La impresora imprime con cualquier resina con una longitud de onda de iluminación de 405 nm.
Equipo
La impresora se entrega completamente montada. Viene con:
- Espátula ancha
- 5 cartones para mezclar la resina en el baño
- Un trozo de papel de lija para poder lijar la superficie de la cama de impresión en caso de problemas de adherencia
- Bomba de aire de repuesto con soporte y manguera (para bombear la resina)
- Cable USB para la conexión al ordenador
- Medio litro de resina de la marca Uniz zABS
- Botella vacía para limpiar el sistema de bombeo de resina (debe estar llena de alcohol isopropílico)
- Llave inglesa, destornillador, hexágono y punzón

La alimentación se realiza mediante dos fuentes de alimentación idénticas de 24 V y 10 A que se conectan a la impresora mediante un cable divisor.


En la parte trasera, junto al conector de alimentación, hay un botón de encendido/apagado, un puerto USB para conectar a un ordenador, un puerto Ethernet para conectar a una red local y un interruptor de ventilador forzado.

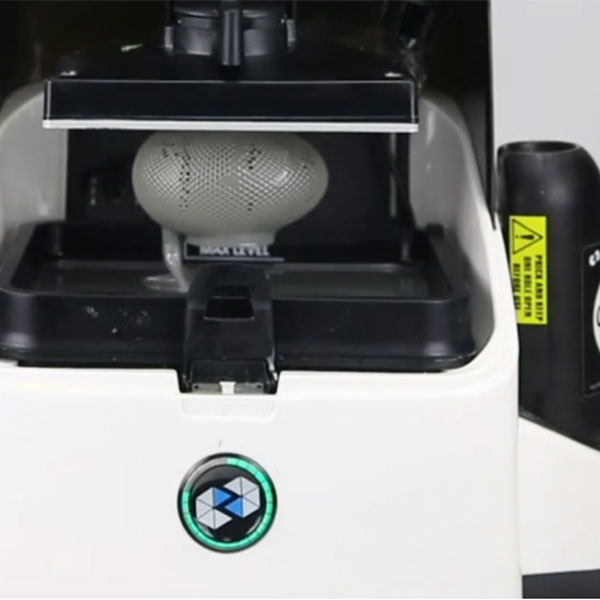
En la parte frontal de la impresora, hay un gran botón sensible al tacto con una indicación luminosa que muestra 5 estados diferentes:


Para empezar a imprimir, basta con pulsar el botón.


La cubierta es de plástico oscuro, con lo que no se ve nada, y se balancea hacia arriba. En versiones anteriores, era amarilla y transparente.
La plataforma de impresión tiene un soporte de liberación rápida. Para quitarla o fijarla, basta con girar la manivela.

Puedes empezar a imprimir en pocos pasos.
Primero tienes que registrarte en el sitio web de Uniz y descargar la aplicación de la cortadora.
Para la configuración inicial, tienes que activar la impresora y vincularla a tu cuenta. Esto puede hacerse a través de una conexión USB, LAN o Wifi.


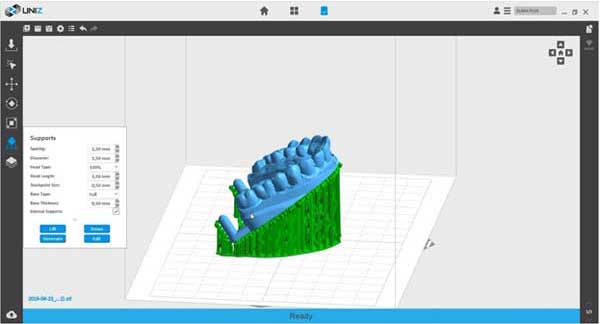
No nos detendremos en todas las funciones de la cortadora en detalle. Dispone de todas las funciones estándar, como el desplazamiento, la rotación, el cambio de tamaño y el ajuste de los soportes. Para los soportes, hay un conjunto mínimo de parámetros necesarios, como el grosor, la distancia entre postes, el tamaño de los puntos de contacto, el ángulo de voladizo permitido, el tipo de soporte, etc.
No es mucho, pero es suficiente para la mayoría de las situaciones.

Si por alguna razón el soporte del slicer de Uniz no es satisfactorio, siempre se puede arreglar el soporte, por ejemplo, en ChituBox y exportar el modelo preparado como STL.
Para cortar el modelo en capas y cargarlo en la impresora, es necesario utilizar el slicer de Uniz. También puede cambiar la altura de la capa y el tiempo de exposición a diferentes alturas, algo así como los procesos en Simplify3D.


Encontrará información más detallada sobre todas las funciones y ajustes en las instrucciones oficiales.
Calibración
La calibración del eje Z no es difícil. Hay que quitar la bañera, bajar la plataforma de impresión con la mano hasta la pantalla LCD, y girar ligeramente el eje del tornillo para que se toquen.

Después, en el slicer, haz clic en el botón Reset Z-axis Zero position.
La calibración de la impresora 3D Slash Plus nos resultó un poco confusa.
Por ejemplo, no está claro cuánto debe bajar la plataforma durante una calibración manual. Además, es difícil determinar el grado de adherencia de la plataforma a la pantalla. Por último, al calibrar directamente en la pantalla, la primera capa siempre resultaba demasiado cercana, por lo que la altura de impresión era de unos 0,3-0,4 mm menos y, por tanto, los modelos eran muy difíciles de retirar de la plataforma.
Tuvimos que calibrar la plataforma con 4-5 hojas de papel para conseguirlo. Con esta calibración, la altura de los modelos era correcta y las impresiones se pegaban normalmente a la mesa. A su vez, podíamos retirarlas sin mucha dificultad.

Si la plataforma no es paralela a la pantalla, el procedimiento de calibración se complica. Sin embargo, esta situación no suele darse.
A continuación encontrará un video tutorial detallado sobre la calibración.

Repostar con resina
Una vez calibrado el eje Z, puede pasar a llenar el baño con resina. El sistema de bombeo de resina utiliza la resina patentada Uniz.
La botella de resina tiene una forma especial con guías laterales. Un lado de la botella es plano. Sin embargo, hay una placa con la que se debe determinar la cantidad de resina restante.

Hay un tapón de rosca con un agujero debajo de la tapa de plástico, y un tapón de goma debajo de la tapa.

La aguja se encuentra en el compartimento de la impresora.

La botella se coloca boca abajo en el compartimento y, al introducirla, la aguja pasa por el agujero y perfora el tapón de goma. Una vez instalada la botella, hay que perforar uno de los agujeros del fondo de la botella con el punzón que viene con el kit.
El aire entra por este agujero para que la impresora pueda bombear la resina fuera de la botella sin obstáculos.

El interior de la impresora tiene un tubo de alimentación y un sensor de nivel de resina a la derecha. Es necesario acoplarlo al baño.


Para bombear la resina en el baño, hay que pulsar el botón de llenado de la cortadora. La bomba se encenderá y el baño comenzará a llenarse.

Para detener la impresión, pulse de nuevo el botón. La impresora no puede bombear automáticamente la resina hasta un determinado nivel ni añadirla durante la impresión. Para bombear la resina de nuevo en la botella, pulse el botón Volver a imprimir.

Sin embargo, en teoría, todo funciona. Sin embargo, como usted sabe, la resina debe ser agitada antes de su uso, ya que algunas resinas están estratificadas en fracciones. Cuando la botella está instalada en la impresora, esto no es posible.
Además, el tapón de goma no se puede utilizar dos veces. Si saca la botella para agitarla, tendrá que cambiar el tapón. Por lo tanto, se necesita una gran cantidad de estos tapones para poner uno nuevo cada vez. Y sólo se incluyen 5 piezas con la impresora.
El sistema de bombeo debe ser enjuagado con alcohol cada vez que cambies el material. Esto aumenta la complejidad.

Resulta que todo este sistema superfácil sólo complica el trabajo con la impresora, añade riesgos adicionales y aumenta el tiempo de preparación para la impresión. Es más fácil no utilizarlo en absoluto y verter la resina directamente en el baño a la antigua usanza.

Otra solución no del todo clara es el final de carrera mecánico del eje Z, que se encuentra en la parte superior. En nuestra opinión, sería más lógico poner un sensor óptico y colocarlo en la parte inferior. Esta solución crea algunas dificultades en el uso de la cámara de infrarrojos.

En teoría, se puede pausar la impresión, la plataforma subirá y la cámara tomará una foto. Por lo tanto, incluso con la tapa cerrada en la oscuridad, se puede ver cómo va la impresión.
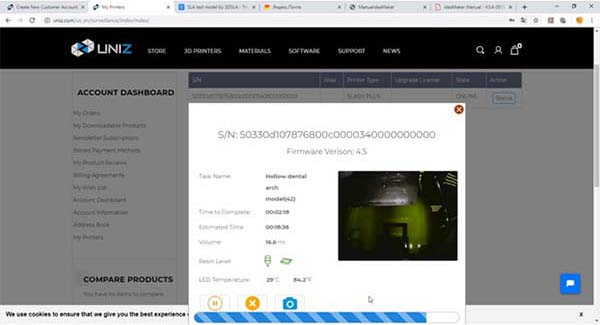
Sin embargo, en nuestra experiencia, después de dicha pausa, cuando la plataforma sube a la parte superior, siempre hay una franja en el modelo. El eje Z no puede volver exactamente al mismo lugar donde se detuvo la impresión.
Como resultado, dos soluciones tecnológicas en esta impresora resultaron ser muy controvertidas. Afortunadamente, esto no es ni mucho menos lo más interesante de la impresora.
Capacidades de impresión
La impresora 3D Slash Plus es realmente muy rápida. Gracias a un potente proyector y una pantalla LCD refrigerada por agua, Uniz puede exponer una capa de 100 micras en sólo 3-5 segundos. Las capas más finas se imprimen aún más rápido. En 9-10 segundos, Uniz puede iluminar una capa de 300 micras, lo que es simplemente imposible en la mayoría de las impresoras LCD.
La película del baño es multicapa y duradera.
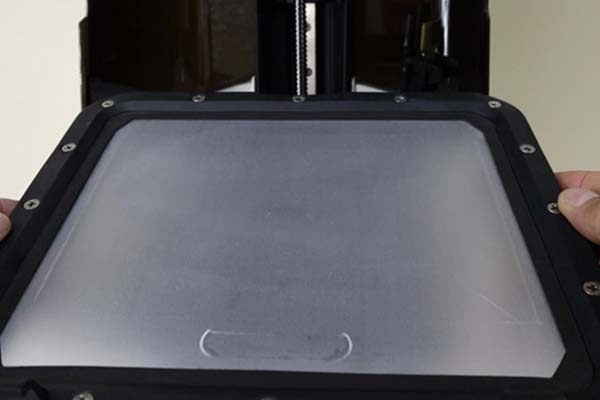
Sólo hay un par de marcas en lugares que están fuera de la zona imprimible. Una de estas marcas aparece debido a un pequeño saliente en la parte trasera. Este elemento está aquí por una razón, el aire se bombea a través de los agujeros en él, y la película de baño parece ser aspirado a la pantalla. Esto también contribuye a un menor desgaste de la película.

Calidad de impresión
Pasemos a los ejemplos de impresión.
Dado que Uniz Slash está dirigido principalmente a dentistas y técnicos dentales, imprimimos la mayoría de los modelos con resina zDental Model Sand. Esta resina está diseñada para modelos dentales. La principal dificultad del uso de la resina es que se estratifica muy rápidamente en fracciones.
Si permanece en el baño literalmente varias horas, ya debe estar bien mezclada. El pigmento amarillo claro cae en un sedimento, y encima queda una resina transparente. Debido a esta propiedad, no es posible utilizar el sistema de intercambio con ella.
Por lo demás, la resina es muy agradable de usar. No huele fuerte, los pequeños detalles se imprimen bien y es fácil de procesar.
Modelos dentales
Se utilizan diferentes resinas en función de la tarea. A veces, se trata de resinas del tipo Dental Model. Estas resinas suelen ser opacas, fáciles de procesar, tienen poca contracción y se utilizan para imprimir modelos maestros de dientes precisos. A veces, se utilizan resinas especiales transparentes para imprimir órtesis y alineadores.
Además, en odontología, las resinas calcinables (Cast o Castable) se utilizan a menudo para imprimir, por ejemplo, prótesis dentales con cierre y su posterior fundición en metal.
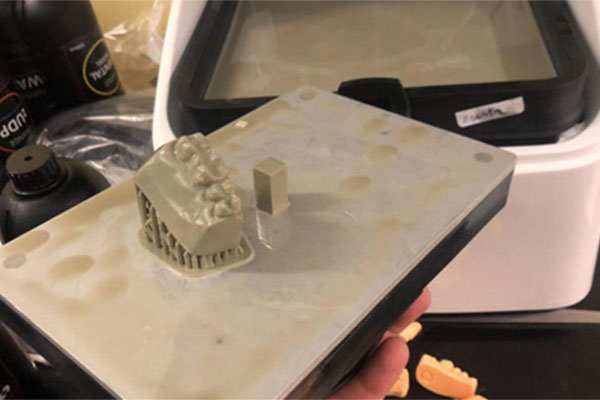
Imprimimos diferentes modelos maestros de dientes. El primero es un escáner 3D del maxilar superior. Se imprimió en ángulo y había muchos soportes en la parte inferior e interior. La altura total del modelo resultó ser de unos 4,5 cm, y se imprimió durante 2 horas y 20 minutos con una capa de 50 micras.

La calidad del modelo resultante no es perfecta. En las superficies planas, hay ligeras irregularidades en las capas. Como se comprobó más tarde, la razón de esto era una ligera holgura en la plataforma de impresión. Tras apretar los tornillos de su fijación, el problema se resolvió por completo.
En las curvas suaves se ven círculos, que son el resultado del pixelado de la pantalla. Pero teniendo en cuenta la velocidad de impresión, el modelo salió bien.

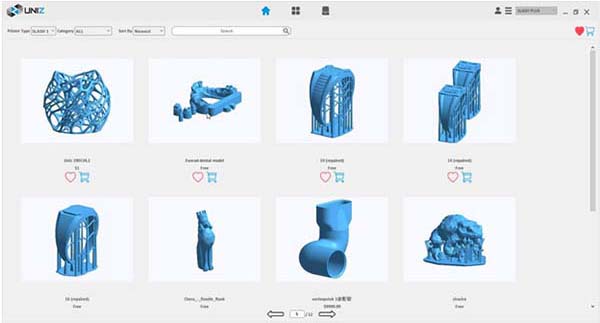
El siguiente modelo de diente fue tomado directamente del slicer de Uniz. Tiene toda una biblioteca de modelos ya cortados para ciertas resinas, tanto de pago como gratuitos.

La gran desventaja de estos modelos es que no hay manera de cambiar los ajustes de impresión o la orientación de los modelos. Así, por ejemplo, estos dientes se colocan planos en la plataforma y tienen cavidades sin acceso al aire. Debido a esto, el modelo se adhirió muy fuertemente a la película de la pantalla.


En el proceso, el sello se detuvo dos veces para comprobar cómo iban las cosas. Como resultado, quedaron dos rayas en el modelo. Debido a ellas, los dientes que se imprimieron por separado fueron difíciles de insertar en sus agujeros. Aunque, después de varias veces, se acostumbraron y ya se insertan con facilidad.
En las superficies superiores, las transiciones entre las capas son bastante visibles. Con la orientación correcta del modelo en la plataforma, se podría conseguir un mejor resultado.
Los siguientes modelos de dientes resultaron mucho mejor. Una vez corregida la holgura de la plataforma, desapareció la pronunciada estratificación. Los elementos que deben insertarse unos en otros se ensamblan sin problemas y no se caen.

Completando el tema de la odontología, se imprimió una prótesis de broche. El modelo es complejo, con un montón de pequeños elementos de paredes finas que requieren soporte. Por supuesto, las prótesis de gancho deben imprimirse con resinas calcinadas. Sin embargo, la resina dental ordinaria también es adecuada para la prueba.
En la parte delantera, el modelo se desprendió ligeramente de los soportes, pero en general resultó muy bien. Se imprimieron todos los elementos complejos.

Otro ámbito para el que se suele utilizar la impresión SLA es la joyería. Para ellas se utilizan resinas especiales, pero de nuevo utilizamos una dental. Imprimimos 5 anillos diferentes a la vez con una capa de 50 micras.


Todos han quedado muy bien. El detalle es estupendo. Lo que más nos impresionó fue el anillo del león y el pequeño anillo con un agujero para la piedra.


También hemos probado la biorresina ESun. Por supuesto, no hay ajustes para ella en el cortador Uniz. Por lo tanto, se utilizaron valores medios. Es decir, 10-15 segundos para las primeras capas y 2,5-3 segundos para el resto.


DISPONIBLE EN AMAZON
Imprimimos una hermosa lámpara sin soportes.

Cuando se imprime, esta resina es transparente. Desgraciadamente, tras el lavado con alcohol, se vuelve un poco opaca. En cualquier caso, la Slash Plus aguantó la lámpara sin problemas. 9,5 cm de altura, capa de 0,1 mm, tiempo de impresión de sólo 2,5 horas.


Fue muy interesante ver si Uniz realmente puede sobreexponer capas de 0,3 mm. A toda prisa, se modeló un jarrón de 15 centímetros. En la parte inferior, tuvimos que hacer un par de agujeros para que la resina pudiera escurrirse con normalidad al pasar entre capas, pues estos agujeros eran tapones impresos.
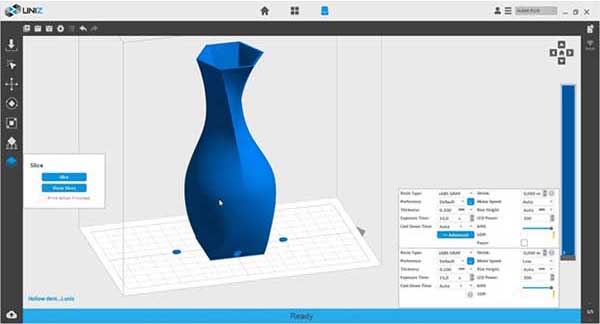
El jarrón de 15 cm se imprimió en sólo 2 horas y 20 minutos. Por supuesto, las capas son claramente visibles. Pero para la impresión rápida de modelos técnicos, para los que la apariencia no es muy importante, este modo es simplemente un regalo del cielo.

Post-procesamiento de los modelos
Como sabes, después de la impresión, cada modelo debe ser enjuagado en alcohol isopropílico para eliminar los restos de resina no curada. Después de eso, todavía hay que iluminarlo con luz ultravioleta.
Para el enjuague se suele utilizar un simple recipiente de plástico lleno de alcohol. El modelo se coloca allí y se agita suavemente durante 10-15 minutos. A veces, se puede utilizar un cepillo de dientes.

Este post-proceso no es muy largo. Sin embargo, con la acción mecánica sobre un modelo que aún no se ha endurecido hasta el final, puede dañar accidentalmente pequeños elementos o dejar rastros en las superficies. Una forma más rápida y tecnológicamente avanzada de lavar los modelos es una bañera de ultrasonidos.
Uniz ofrece bañeras de dos tamaños.


Para los modelos grandes que puede imprimir la Slash Plus, es mejor la más grande. S
La bañera pequeña fue suficiente para nuestras pruebas. Su uso es muy sencillo: llénela de alcohol y coloque el modelo. Enciéndala durante un par de minutos y ya está.

Toda la resina no curada se desprende del modelo por sí sola sin peligro de dañar las partes frágiles. No se exceda en la limpieza; 1-2 minutos son suficientes. Con un lavado prolongado, el modelo puede empezar a derrumbarse. .
La segunda etapa del post-procesamiento es la exposición adicional. La forma más económica es exponer el modelo al sol brillante y esperar.
Si no puede exponer el modelo al sol, utilice un secador de uñas UV. En él, el proceso es más rápido, pero sigue tardando entre 5 y 8 horas. Además, la mayoría de los secadores UV son pequeños. Por ello, los modelos grandes no caben en ellos.

Por último, el mejor método es utilizar una cámara ultravioleta especial. Wanhao tiene una, llamada Boxman-1. Se trata de una caja de acero que se asemeja a un pequeño horno.

El “horno” consiste en un panel dentro de la parte superior que tiene diodos ultravioleta. Todas las paredes del horno son de espejo. El cristal se encuentra debajo sobre unas patas especiales.

Sólo tienes que poner los modelos en la cámara, ajustar el tiempo de exposición en la pantalla táctil y esperar unos 20-30 minutos. Los modelos grandes pueden tardar más tiempo, pero sigue siendo mucho más rápido que utilizar los dos métodos anteriores.

Conclusión
¿Qué se puede decir al final?
Nos han confundido un par de soluciones en la Uniz Slash Plus, como el sistema de bombeo automático de resina y el uso de la cámara. Aun así, creemos que la Slash Plus es una gran impresora. La velocidad de impresión es rápida entre las impresoras de esta clase.
La impresora utiliza un cómodo cortador que múltiples ajustes personalizables y ofrece varios métodos de conexión, incluyendo Wi-Fi, Ethernet y USB. Incluso hay aplicaciones para Android e iOS para controlar la impresión y realizar algunas funciones.
Sí, la impresora no tiene una pantalla propia, pero el ecosistema Uniz no la necesita.
La calidad de los modelos impresos es decente, pero la resolución de la pantalla es un poco escasa. No es de extrañar que se haya convertido en una de las mejores impresoras dentales y de joyas.
Y por último, aquí hay algunos modelos más impresos en la Uniz Slash Plus.
















Esperamos que haya disfrutado de la lectura de esta reseña de la impresora 3D Uniz Slash Plus.

