




Lea nuestro análisis de la Omni3D Factory 2.0 para conocer las características, especificaciones, rendimiento y calidad de impresión de la impresora 3D.
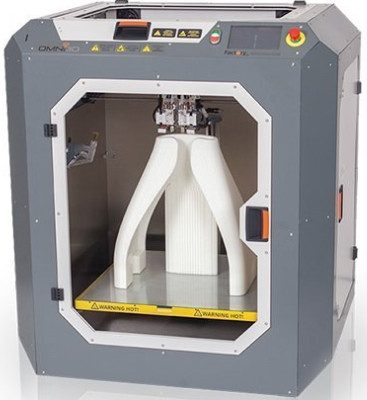
La impresora 3D Omni3D Factory 2.0 es una impresora 3D de gran formato diseñada para realizar modelos a partir de plásticos de ingeniería funcional, como el nylon y el policarbonato. Con esta impresora se puede realizar la impresión experimental de piezas pequeñas con materiales de alta temperatura como el Ultem y el PEKK.
La impresora 3D tiene dos extrusores y puede hacer soportes de diferentes materiales. Por lo tanto, puedes imprimir con ella productos de formas complejas e inusuales.
Consulta el siguiente vídeo para obtener una visión general de la impresora 3D Omni3D Factory 2.0.

Acerca de Omni3D


Omni3D es un fabricante polaco de impresoras 3D industriales que utilizan la tecnología FFF. La empresa ofrece sistemas de impresión 3D industrial, alquiler de equipos e impresión 3D personalizada.
La primera impresora de la empresa fue la RapCraft, desarrollada en 2013. Desde entonces, la empresa ha recibido numerosos premios y galardones por sus innovadoras impresoras 3D.
Reseña de la impresora 3D Omni3D Factory 2.0

Especificaciones
GENERAL
| Fuente de alimentación | 110/230 V, 60/50 Hz |
| Dimensiones | 1070 x 770 x 1200mm |
| Peso | 180kg |
| Software | Simplify3D |
ESPECIFICACIONES DE LA IMPRESORA 3D
| Calibrar la encimera | Auto |
| Área de aplicación | Diseño; Arquitectura; Embalaje; Publicidad; Maquetación; Industria del recuerdo; Joyería; Educación; Fabricación |
| Sistema operativo | Windows, MacOS X, Linux |
| Volumen de construcción | 500 x 500 x 500 mm |
| Temperatura de la cámara | 70°C |
| Temperatura del lecho de impresión | 130°C |
| Temperatura del extrusor | 360°C |
| Tecnología | FDM |
| Espesor de la capa | a partir de 50 micras |
| Precisión de la impresión | 200 μm +/- 0,2 mm |
| Formato de los archivos | .STL, .OBJ |
| Materiales de impresión | lABS-42, ABS-20s, ASA-39, PC-ABS-47, PET-G-32, HIPS-20, PA-6/66 HD, CF-PA-12, PLA-36, TPU-93A, PV , GF30-PA6, Thermec ZED (PPS), CF-PEKK, PEKK, Vinilo 303 (PVC) |
| Diámetro del hilo | 1.75 |
| Diámetro de la boquilla | 0,4mm |
| Pantalla | Pantalla táctil LCD de 7″. |
| Interfaces | Tarjeta SD |
| Número de cabezales de impresión | 2 |
Visión general de Omni3D Factor 2.0


La Omni3D Factory 2.0 es una impresora 3D de gran formato sencilla y fiable. Omni3D no sólo ha trabajado en la cinemática de la impresora, sino que también ha aplicado con éxito soluciones del ámbito del diseño industrial.
La impresora puede manejar una amplia gama de plásticos, incluyendo el ABS. Vea el vídeo a continuación:

Para facilitar el acceso, la impresora tiene dos grandes aberturas con ventanas de visualización y todas sus puertas tienen cierres magnéticos. Durante las operaciones o cuando los extrusores y la mesa están en movimiento, las puertas permanecen bloqueadas.


Esta impresora viene con guías de precisión HIWIN y tornillos roscados, que son fiables y proporcionan la rigidez necesaria. Si se utilizan tuercas de PEEK o similares en los tornillos, la unidad puede conseguir imprimir a velocidades superiores a 100 mm/s.


La cinemática de la impresora inspira confianza. Todo es limpio y bonito, excepto algunas superficies irregulares.
La mesa está montada sobre tres tornillos de una sola rosca y guías de precisión con motores paso a paso independientes, que mejoran la precisión de la nivelación. La impresora se autonivela automáticamente y ajusta la altura de los extrusores. No se puede ajustar la mesa manualmente. Además, no se puede construir un mapa de la mesa para compensar los desniveles.


La impresora tiene un gran volumen de construcción de 500 x 500 x 500 mm. La placa de impresión tiene un elemento calefactor y se calienta hasta 130 °C.

Otras características de la Omni3D Factory 2.0 incluyen una cámara calefactora aislada, una cámara de almacenamiento de filamento independiente y un compartimento cerrado que alberga la electrónica. Dos conectores de alimentación se encargan de la electrónica y de los elementos calefactores.
En la impresora se instala un cristal liso sobre el escritorio. Pegamos cinta Kapton en el lecho de vidrio durante nuestras actividades de prueba para mejorar la adhesión de plásticos de ingeniería complejos, es decir, nylon, PC, PEEK.


La cámara se calienta hasta 70°C. Para controlar la temperatura, se instala un sensor térmico en el interior de la cámara. También hay un impulsor encerrado en una carcasa en la parte inferior de la cámara. El impulsor distribuye el aire caliente por todo el volumen de la zona de trabajo.
En la parte superior de la cámara hay ventiladores adicionales para evitar el sobrecalentamiento.


El compartimento de almacenamiento del filamento está separado de la cámara de trabajo principal por una sólida pared metálica con aislamiento térmico. El compartimento tiene dos portabobinas que pueden alojar fácilmente dos bobinas de 2 kg de plástico REC.
También hay un par de codificadores mecánicos instalados allí. Estos dos controlan la disponibilidad y el suministro de filamento y cuentan la cantidad de plástico utilizado en metros.
En la parte superior, hay un depósito de expansión para las barreras térmicas SVO de las extrusoras. Este depósito está dividido en dos circuitos.
Por último, hay un radiador en la parte inferior de la caja.

Omni3D Factory 2.0 cuenta con dos extrusores suspendidos independientemente. Los extrusores son E3D Volcano con un alimentador de diseño original y un termobloque para refrigerar la barrera térmica.
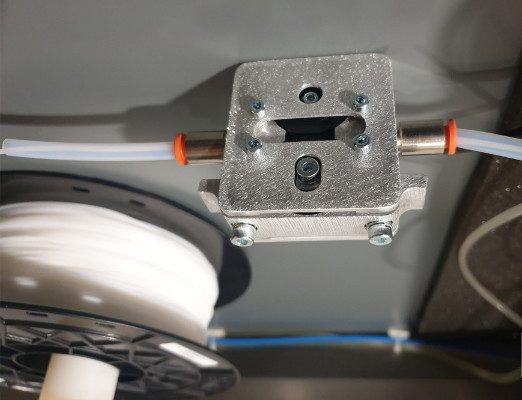

Muchas impresoras 3D tienen problemas para imprimir filamentos flexibles porque, generalmente, cuanto más blanda es la fibra, más difícil es imprimirla. La Fábrica 2.0 elimina esto gracias a su soporte de cabezal de latón con forma especial que evita que el filamento se enrede y se enrolle alrededor de los dientes del extrusor.
Esta solución ha sido probada muchas veces
La única dificultad que surge es cuando se carga el filamento en el extrusor. El filamento debe cargarse en el extrusor manualmente, es decir, después de desenroscar la abrazadera del filamento, se inserta la barra en el soporte del cabezal de latón, y luego se cierra la palanca de sujeción del extrusor. Después de esto, puede empezar a imprimir. ”


Las extrusoras están montadas en una placa de montaje maciza. Para el movimiento, se utilizan guías de carril de precisión y tornillos multihilo accionados por motores paso a paso.

Con la ayuda de servomotores independientes, los extrusores se posicionan en el eje Z, para una impresión de alta calidad en dos materiales (con soportes solubles o materiales de diferentes colores). La altura de las extrusoras se ajusta automáticamente.
Los extrusores tienen termobloques que funcionan a temperaturas de hasta 360°C. También hay disponibles termobloques opcionales que pueden calentar hasta 420°C.
La barrera térmica de cada extrusora está equipada con un bloque de agua y se enfría eficazmente cuando se trabaja en un entorno con una temperatura elevada, de hasta 70°C. Los modelos impresos se refrigeran mediante una turbina con conductos de ventilación divididos.
Controles y software de la rebanadora


Los controles son minimalistas. El panel montado en la parte superior de la impresora en un ángulo de 45° contiene un botón de encendido/apagado (separado), un botón de apagado de emergencia (grande y rojo) y una pantalla táctil de 6,8 pulgadas.
La interfaz del software es sencilla e intuitiva. Hay cuatro pestañas principales en el menú. Éstas son:
- Resumen: Esta pestaña está dividida en 2 bloques. El primer bloque muestra la temperatura de los extrusores, la mesa y la cámara, el nombre del archivo seleccionado para la impresión y la cantidad de filamento utilizado. El segundo bloque contiene el botón para seleccionar el archivo del programa de control, START/STOP y PAUSE/RESUME la impresión.
- Temperatura: En esta sección se puede ajustar la temperatura de los extrusores, la cámara y la mesa. También puede activar la refrigeración forzada de la cámara y el soplado de la pieza en el submenú de refrigeración.
- Mecánica: Se encarga de controlar el movimiento del extrusor y de la mesa, de cargar/descargar el filamento, de nivelar la mesa y de calibrar los extrusores a lo largo del eje Z uno respecto al otro. Puede ejecutar el programa de limpieza del extrusor y aparcar la unidad de cabezal en el extremo izquierdo de la cámara.
- Otros: Muestra los ajustes e información sobre la impresora: modelo, número de serie, versión y fecha del software, horas de trabajo y tiempos de impresión. También hay pestañas adicionales para ajustar la distancia del desplazamiento relativo de los extrusores a lo largo de los ejes X e Y y para actualizar el firmware de la impresora.
Durante la impresión, sólo están disponibles las opciones Visión general y Temperatura. Esto evita que un cambio accidental en los ajustes durante el proceso de impresión estropee la calidad del modelo impreso. Recuerde, esta es una impresora de uso industrial y se espera calidad para cualquier trabajo enviado.
La pausa de la impresora ofrece funciones de posicionamiento del extrusor y carga/descarga de filamento. Además, la impresora pausa automáticamente la impresión si el plástico se ha agotado o el extrusor está obstruido.
En caso de que se produzca un corte total de energía, la impresión no podrá continuar. Tendrás que reiniciarla.
¿Qué hay en la caja?


La impresora Omni3D Factor 2.0 viene con:
- guantes resistentes al calor
- gafas protectoras,
- cortaalambres y
- espátula.
La espátula suministrada por el fabricante no es muy cómoda. Preferimos una un poco más ancha, fina y flexible.
Sin embargo, la calidad de todos los productos es buena.
Calidad de impresión
Impresión de prueba en ABS


Se eligió un modelo artístico como primera muestra de prueba para evaluar la calidad de impresión general de los dos extrusores. Se utilizó material ABS.
En este modelo, se pueden ver tanto los elementos que sobresalen como las complejas superficies en relieve.
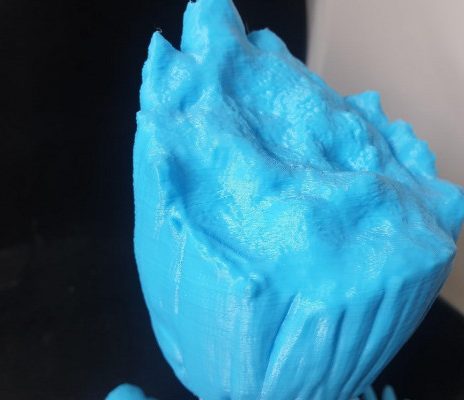

Todos los detalles complejos del modelo se imprimen bien. El extrusor inactivo casi no se “mocos”, incluso cuando se calienta completamente. Las impresoras más baratas a menudo sufren de esto.


Si observamos el modelo terminado, podemos ver que todas las capas están bien sinterizadas. Incluso los canales y hendiduras más pequeños se imprimieron.
Impresión de prueba de ABS/HIPS


Nuestra siguiente prueba fue imprimir un impulsor. Esto es lo que se imprimió:
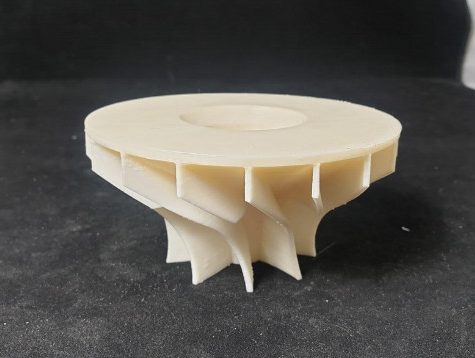

El impulsor se imprimió con plástico ABS con soportes HIPS. La calidad de la superficie es alta.
A continuación, pasamos a un ciclón de configuración compleja. El ciclón es un sistema para limpiar el aire de impurezas mecánicas. El ciclón impreso se utilizará en el sistema de extracción de virutas de la fresadora CNC 6090 de Solidcraft para separar las virutas grandes y el polvo.


El material óptimo para el ciclón es el ABS, porque es duradero y resistente. Además, los soportes impresos en HIPS son fáciles de extraer de él.
Debido a su compleja geometría, sus impresionantes dimensiones y sus numerosas conexiones roscadas, el modelo es excelente para una evaluación exhaustiva de parámetros como la calidad general de la impresión, la calidad de la superficie, la precisión de la impresión y la estabilidad.


El tiempo total de impresión fue de unas 160-170 horas, para objetos con un volumen total de 1627 cc. excluyendo los soportes. La impresora era excepcionalmente estable en la impresión.

Onmi3D Factory 2.0 demostró una gran calidad de impresión. Todas las conexiones roscadas se unieron sin necesidad de mecanizado adicional, y los soportes HIPS se retiraron fácilmente sin dejar rastro.
Parámetros básicos de impresión:
- Temperatura del extrusor: 235°C (la temperatura es la misma para ambos extrusores)
- Temperatura de la mesa: 100°C
- Temperatura de la cámara: 70°C
- Boquilla: 0,4mm
- Capa: 0,2mm
- Velocidad de impresión: 80 mm/s perímetro exterior, 90 mm/s perímetro interior, 160 mm/s relleno
- El programa de control se preparó en IdeaMaker de Raise3D


En cuanto a los aspectos negativos, las primeras capas colocadas sobre los soportes estaban ligeramente alabeadas. Sin embargo, esto no afectó en absoluto al resultado final.


Puede disminuir la velocidad de las capas más densas para reducir este efecto.

Impresión de prueba de PEI (Ultem 1010)

Impresión de PEI (Ultem 1010). El modelo de prueba es muy sólido.
Impresión de prueba PET-G
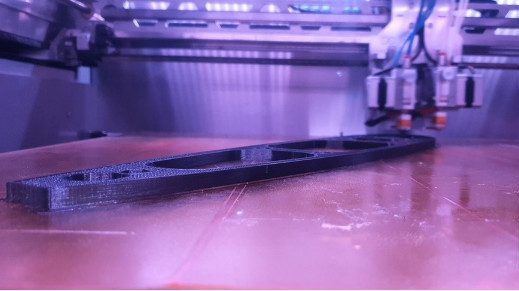
Se imprimió una pieza grande de PET-G. La calidad y la velocidad de impresión dejaron impresiones positivas.
Ventajas y desventajas
Pros
- Amplia zona de impresión;
- Mesa y cámara calefactadas, sistema de circulación de aire caliente;
Cinemática fiable; - Fácil de manejar, lista para trabajar nada más sacarla de la caja;
- Nivelación automática, ajuste automático de la altura de las boquillas;
- Sistema de limpieza de boquillas con contenedor de residuos;
- Codificadores que monitorean la presencia y el movimiento del filamento, pausa automática de la impresión al final del filamento o extrusor obstruido.
Cons:
- No se pueden imprimir objetos grandes con plásticos refractarios, a pesar de la gran cámara y la presencia de la termorregulación;
- Automatización mínima;
- Para calentar el extrusor a 420 grados, es necesario el flasheo. Esto está oficialmente permitido y el fabricante incluso proporciona el firmware y las instrucciones necesarias;
- Precio elevado.
Conclusión


La impresora 3D Omni3D Factory 2.0 es muy sencilla de manejar e intuitiva. Gracias a la cámara calentada, imprime bien con ABS y plásticos similares a velocidades de 100 mm/s para las paredes y 160 mm/s para el relleno.
Otra ventaja de la impresora es su impresión de alta calidad con dos extrusores. No hay fugas de material en el extrusor inactivo. Y los soportes de HIPS se pueden retirar de la pieza de ABS de forma fácil y natural. El dispositivo también imprime bien el plástico PET-G.
Puede imprimir experimentalmente piezas pequeñas con materiales como PEKK y ULTEM. Sin embargo, la temperatura de la cámara de 70 °C no es suficiente para trabajar a fondo con ellos.
Durante las pruebas, logramos una impresión de alta calidad sólo de elementos pequeños de materiales con una geometría sencilla, a una velocidad de 20 mm/s. Para piezas geométricamente complejas, la velocidad debe reducirse a 10-15 mm/s. Lo más probable es que las piezas grandes fabricadas con filamentos estructurales refractarios no puedan imprimirse, debido a la deformación del material durante la contracción, ya que 70 °C no son suficientes para ellas.

