




Lea nuestro análisis de la Creality CR30 para conocer el rendimiento, las especificaciones y la calidad de impresión de la impresora. ¿La impresora 3D Creality 3DPrintMill cumple? Este artículo tiene la respuesta.
Nuestra empresa ha estado vendiendo equipos de impresión 3D durante muchos años. Durante este tiempo, una gran variedad de diferentes impresoras 3D han caído en nuestras manos. Pero recientemente tenemos a la venta un ejemplar extremadamente interesante.


COMPRAR EN CREALITY
La Creality CR-30, también conocida como 3DPrintMill es una peculiar impresora 3D del fabricante chino de impresoras 3D, Creality3D. Con las impresoras FDM convencionales, el modelo se construye en un plano vertical. Sin embargo, en la Creality 3DPrintMill, el modelo se imprime en un ángulo de 45°.
La cama de impresión de la unidad es una cinta transportadora. Como resultado, puede imprimir piezas de cualquier longitud o modelos pequeños uno tras otro, sin tener que preocuparse de que se agote el espacio en la cama de impresión.

Por supuesto, esta solución tiene algunos problemas. Antes de ver los problemas, vamos a tener una visión general de la impresora.
Especificaciones de Creality 3DPrintMill
[su_table]
|
Tecnología de moldeo
|
FDM |
|
Tamaño de impresión
|
200*170*∞mm |
|
Tamaño de la máquina
|
535*656*410mm |
|
Tamaño del paquete
|
685*565*302mm |
|
Peso del paquete
|
20.5Kg |
|
Software de corte
|
CrealityBelt |
|
Precisión de impresión
|
±0,1 mm |
|
Diámetro de boquilla
|
0,4 mm |
|
Cantidad de boquillas
|
1 |
|
Temp. cama caliente
|
≤100℃ |
|
Temp. boquilla
|
≤240℃ |
|
Grosor de capa
|
0,1 mm-0,4 mm |
|
Tensión nominal
|
350W |
|
Alimentación
|
AC 100-120V/200-240V,DC 24V |
|
Filamento de impresión
|
PLA/TPU/PETG |
|
Diámetro del filamento
|
1,75 mm |
|
Idiomas
|
Chino/inglés |
| Transferencia de archivos | USB/Tarjeta SD |
| Peso neto | 16.5Kg |
[/su_table]
Revisión de la impresora 3D Creality 3DPrintMill: Historia
La idea de la impresión 3D continua no es nueva. Ya en 2010, Makerbot hizo públicos modelos para montar una pequeña plataforma de impresión con cinta transportadora Automated Build Platform que podía utilizarse con sus impresoras.
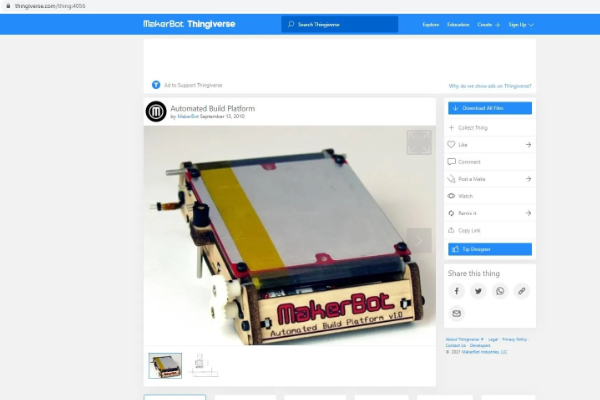
Con este lecho de impresión, los modelos impresos podrían eliminarse automáticamente. El tema se apagó durante algún tiempo.
Sin embargo, los fabricantes de equipos industriales intentaron producir impresoras 3D para la impresión continua, pero con una implementación ligeramente diferente.




En 2017, la idea tuvo un nuevo desarrollo. Polar3D mostró una modificación para la Makerbot Replicator con una mesa transportadora inclinada a 45°.


Y fue entonces cuando comenzó el proceso. Se presentó una impresora compacta, PrintrBot PrintrBelt. Por desgracia, la impresora ya no está a la venta.
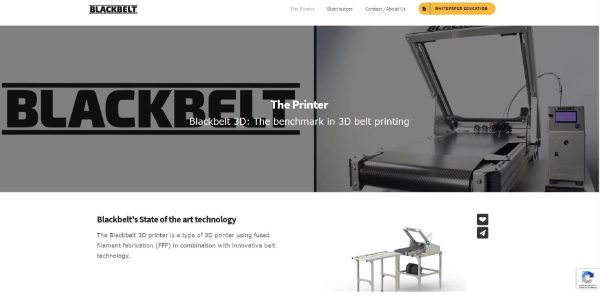
Hoy en día, quizá la impresora 3D de cinta más famosa sea BlackBelt, que es grande y bastante cara.

Un poco más tarde, Karl Brown, del proyecto NAK3D Designs, presentó y puso a disposición del público un proyecto de una enorme impresora de cinta transportadora White Knight.


Si lo deseas, puedes montarla tú mismo.
En 2020, Naomi Wu junto con los desarrolladores de Creality, y con el apoyo de BlackBelt3D, presentó la impresora 3D Creality CR-30 o 3DPrintMill en la plataforma de crowdfunding Kickstarter.
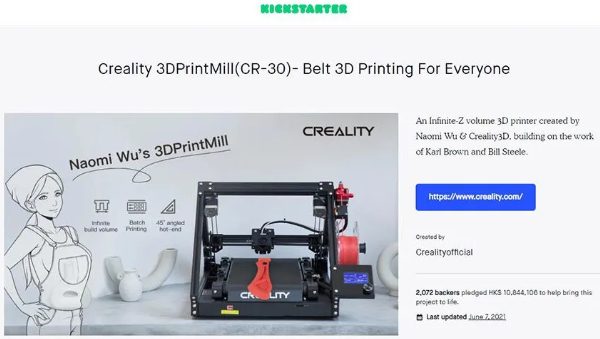

Se necesitó algo más de tiempo para la recaudación de fondos y el perfeccionamiento. Y como resultado, esta impresora finalmente salió a la venta libre.
Revisión del Creality CR30
Ahora que sabemos cómo surgió la impresora 3D Creality CR-30, vamos a revisarla.
Equipo
El CR-30 se envía en una caja grande, que tiene la imagen de Noami Wu, el cerebro del proyecto.

El paquete es bastante estándar. En la caja, encontrará:
- Un pequeño manual de papel
- Una bolsa separada que contiene varias abrazaderas de cremallera
- Una aguja de limpieza de boquillas
- Cortadores laterales
- Un calibrador de 0,1 mm
- Llaves hexagonales y llaves inglesas
- Un interruptor de límite de repuesto
- Una bobina de PLA blanco de 250 g
- Una tarjeta SD de 8 GB con un lector de tarjetas
- Accesorios de repuesto
- Un par de boquillas de repuesto
Montaje del CR-30
La impresora viene desmontada en varias partes.
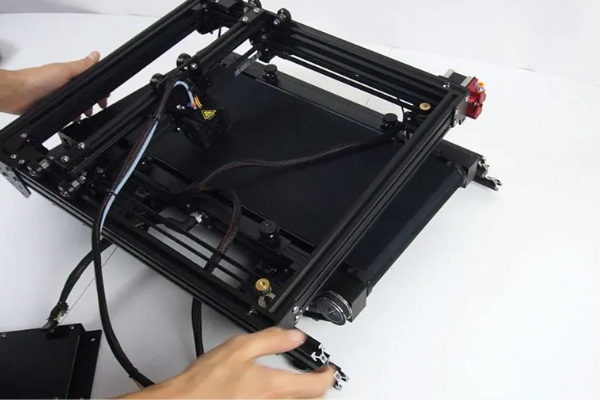
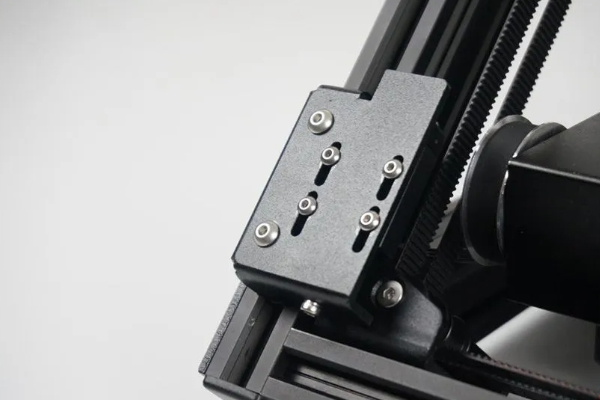
Sin embargo, el montaje no es nada difícil. La sección inferior con la unidad de control y la mesa de transporte ya está completamente montada. En un lado, hay que atornillar los puntales diagonales.

Por otro lado, hay que instalar y fijar el pórtico montado con varios tornillos.

A continuación, instala el soporte de la bobina de filamento y atornilla la pantalla.
Por último, conecte todos los cables restantes e inserte el tubo de teflón del hotend en el alimentador.
Cinemática
La Creality 3DPrintMill tiene un área de impresión de 200 mm de ancho, 170 de alto e infinito de largo.

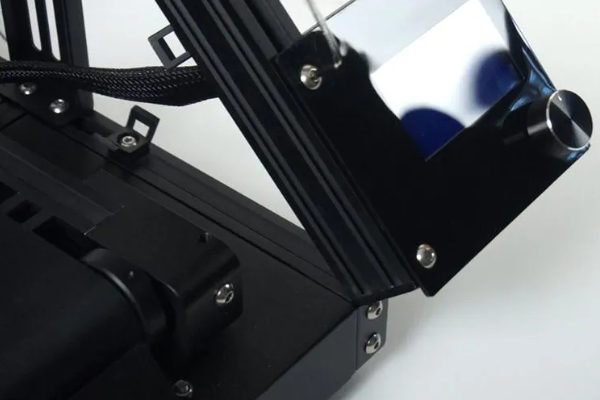
El portal del eje XY está inclinado en un ángulo de 45°. Sí, exactamente Y, esto no es un error.
El eje Z de la CR-30 es una mesa transportadora. Si gira la impresora 45° hacia adelante, notará que funciona en la cinemática CoreXY, con una mesa inclinada a 45°.

OpenBuilds se utiliza para mover los ejes XY.
Todos los carros tienen excéntricas en un lado, que pueden girarse para ajustar la presión de los rodillos a los perfiles.

La impresora tiene cintas de 10 mm. Esto es bueno porque un extrusor con un perfil de eje X no solo debe moverse en el plano horizontal, sino también elevarse.

Extrusora
La Creality CR-30 tiene un extrusor bowden con un tubo de teflón bastante largo.

El hotend CR-10, que se utiliza como estándar en casi todas las impresoras Creality, también se utiliza aquí.
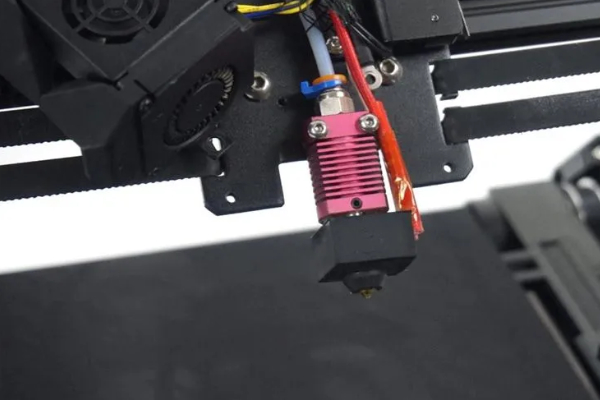
La temperatura máxima de calentamiento es de 240°C. Por lo tanto, la impresora no puede manejar materiales de alta temperatura como el ABS.

El radiador está refrigerado por un ventilador axial 3010.
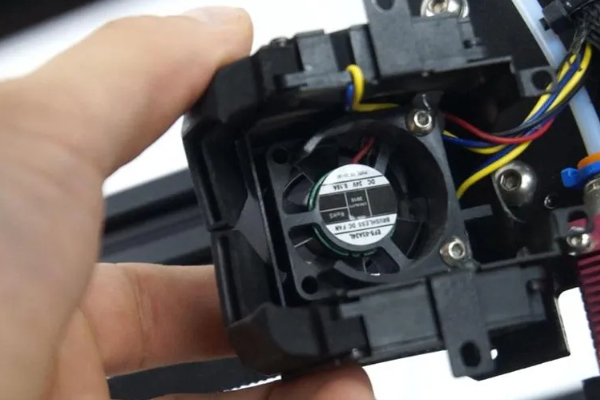
Para refrigerar la turbina se utilizan dos ventiladores de turbina 4010 con buenos conductos de aire de plástico moldeado.

El alimentador parece un híbrido entre MK8 y BMG.

No hay caja de cambios, pero hay dos engranajes de alimentación. La distancia a la salida es bastante pequeña.

Puede ser posible imprimir normalmente con plásticos flexibles. Sin embargo, con un tubo de teflón tan largo, la impresión seguirá siendo difícil.
Electrónica
En cuanto a la electrónica, todo es bastante estándar. La fuente de alimentación es una fuente de alimentación de 24V 350W de bajo perfil de la empresa HuntKey.

Todos los cables están engarzados en los terminales. La mayoría tiene incluso anillos de ferrita para reducir las interferencias. Todo está dispuesto con bastante orden.

La impresora 3D Creality CR-30 utiliza la tarjeta de control propietaria; Creality V4.2.10; en un microcontrolador STM32F103 de 32 bits y con controladores TMC2208 silenciosos.
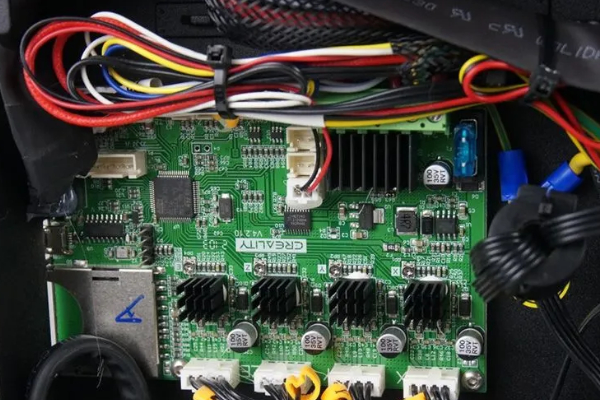
Por cierto, la impresora y los ventiladores suelen ser bastante.
La impresora tiene una pantalla simple. Es una 12864 normal con el mismo codificador que la primera Ender-3 y muchas otras impresoras Creality.

Mesa transportadora
Lo más interesante es la mesa transportadora. Su diseño parece impresionante.

No hay piezas de plástico. Todo es de aluminio y acero.
Los ejes de transmisión están situados en la parte delantera y trasera, a lo largo de los cuales pasa una correa anular de nylon resistente al calor. La circunferencia total de la mesa transportadora es de 1100 mm.

Cuando está tenso, su longitud es de aproximadamente medio metro. Hay tornillos en la parte delantera a ambos lados para ajustar su tensión. También hay dos placas metálicas en la parte superior, debajo de la correa.

La parte del lado de la extrusora se calienta. Debe calentar la cinta al colocar el plástico para mejorar la adherencia. La temperatura máxima es de 100°C. La segunda placa no se calienta.
En las esquinas, hay cuatro tornillos para ajustar la altura de estas placas; dos para cada una.

Los tornillos tienen cómodas tuercas de seguridad.

La correa es accionada a través de una caja de cambios por un motor oculto debajo.

Calibración
La Creality 3DPrintMill se calibra manualmente.
Para comenzar la calibración, afloje la placa superior ajustando las tuercas de retención de los tornillos. A continuación, desenrosque los tornillos para que las placas estén completamente bajadas.

Más adelante, en la parte inferior del pórtico, se encuentran los frenos mecánicos de movimiento. Esto se hace para evitar que la boquilla dañe la cinta de la mesa.

Los limitadores se pueden mover en altura. El derecho necesita ser debilitado.

A la izquierda, hay un final de carrera óptico que también se puede desplazar en altura.

Para ello, afloje 4 tornillos en la parte delantera y gire el tornillo desde abajo para subir o bajar.
El final de carrera debe ajustarse de manera que, durante el funcionamiento, la distancia al tope mecánico no sea superior a 0,2-0,3 mm.

En este caso, en altura, hay que atornillar todo el limitador para que la altura a la superficie de la mesa sea de aproximadamente un milímetro.
Después de ajustar la altura del limitador izquierdo con el interruptor de límite, fije el derecho a la misma altura y con el mismo desplazamiento.

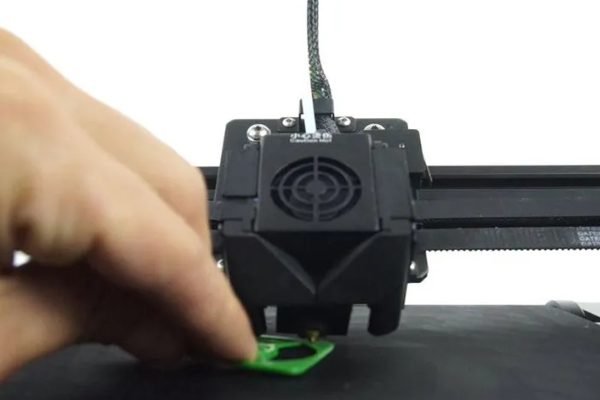
A continuación, utilice la sonda de 0,1 mm del kit para girar la altura de la primera placa calentada de modo que la sonda pase por toda la anchura entre la boquilla y la cinta de la mesa con poco esfuerzo.
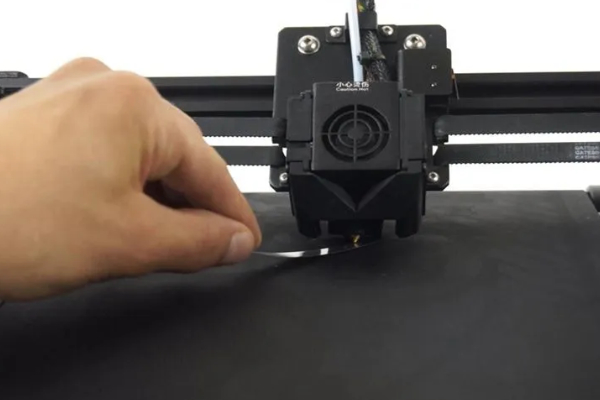
Si es posible, coloque la segunda placa de la misma manera que la primera para que los modelos largos no se desprendan prematuramente.
Calidad de impresión
Con la impresora montada y calibrada, pasemos a las pruebas de impresión.
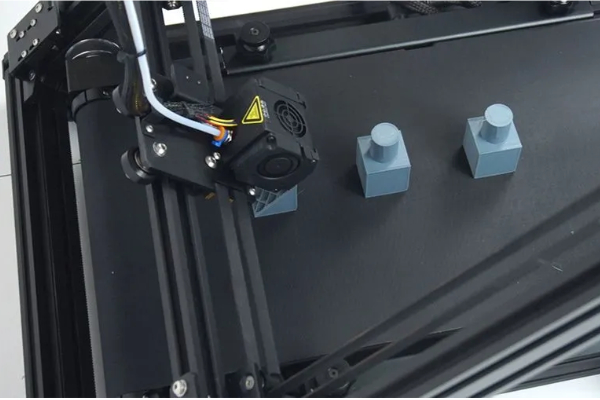
Cargamos el plástico PLA gris de Tiger3D e imprimimos un modelo de prueba seleccionado al azar desde el pendrive. Comenzó la impresión de una especie de figura geométrica.

Las primeras capas se colocan normalmente. A continuación, la pieza comenzó a construirse con un ángulo de 45°.

Al cabo de un rato, el modelo se imprimió.
Inmediatamente después, se empezó a imprimir otra copia del mismo modelo,

y esto continuó…
y en…

y más.

Cuando el lugar de la mesa se agotó, las piezas de la parte delantera se cayeron solas.

La impresión de prueba resultó en 10 modelos.
Esta prueba de impresión duró 15 horas.
En primer lugar, nos dimos cuenta de que la Creality CR-30 imprimía lentamente. Además, era evidente que no estaba completamente calibrada. En la mayoría de los modelos, las primeras capas se colocan de forma desigual. Sin embargo, después de ellas, todo imprimió normalmente.

Dado que los modelos se imprimieron con un bajo porcentaje de relleno y sólo dos paredes exteriores, había algunos rellenos visibles en la superficie.

El resto de los modelos han quedado bien. Las capas están colocadas de forma bastante uniforme, aunque hay pequeños huecos en la parte superior de algunos modelos.
Lo más probable es que los huecos también se deban a un bajo relleno y a la falta de paredes.
Cortadora
El Creality 3DPrintFill viene con una rebanadora propietaria llamada CrealityBelt.


Se trata esencialmente de una versión modificada de Cura 3.6.0.
Además, también hay un cortador BlackBelt.

No hay prácticamente ninguna diferencia entre ellos, ya que Creality hizo su slicer basado en BlackBelt. Sin embargo, ahora se actualizan independientemente uno del otro. Por ejemplo, BlackBelt se basa actualmente en la última versión de Cura 3.6.2.
Recientemente, el slicer de IdeaMaker se ha hecho capaz de cortar modelos a 45°. Sin embargo, todavía no tiene algunos ajustes útiles para las impresoras de cinta transportadora.


Utilizamos una cortadora de Creality.
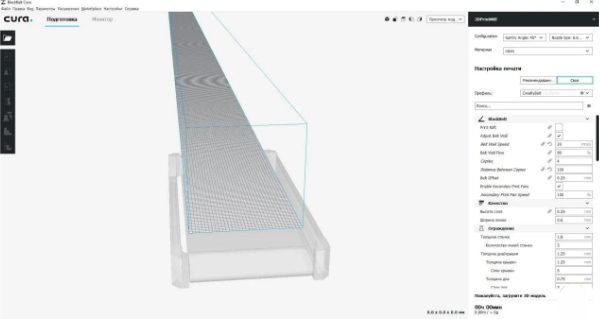
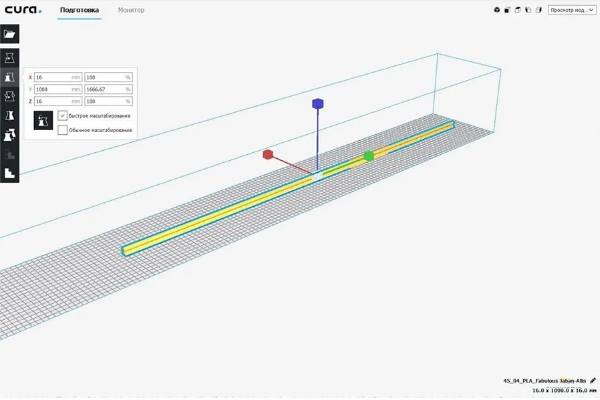
Después de la instalación, importamos un perfil de impresión ubicado en la unidad flash USB en CrealityBelt. Lo primero que llama la atención al importar el modelo es una tabla infinita. Por supuesto, su longitud está limitada en la configuración. El eje Y se establece en 99999 mm, es decir, 100 metros.
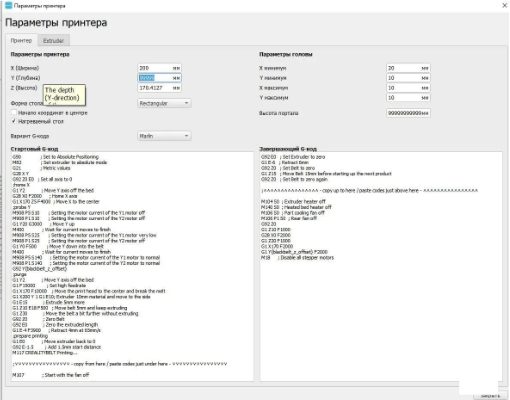

Por cierto, en el slicer, la mesa es el eje Y y no el Z como en una impresora. Aun así, todo se corta correctamente.
Otra diferencia con respecto al Cura habitual es que en la parte superior derecha se puede elegir el ángulo en el que se quiere cortar.
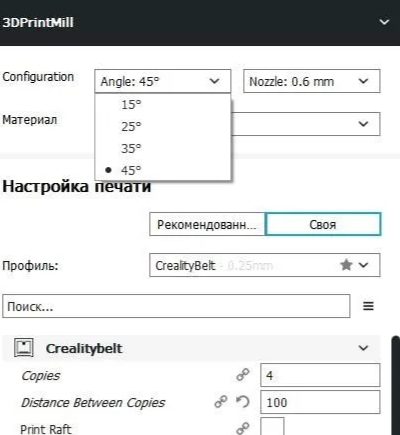

Y hay todo un bloque de ajustes adicionales para la impresora de cinta. Vamos a repasar brevemente lo que hacen los ajustes.


Copias,
Aquí puede establecer cuántas copias del modelo o modelos cortados necesita. Cuando se ajusta a más de 1, aparecerá el parámetro de distancia entre copias. También se puede añadir balsa y establecer los ajustes (velocidad y flujo) para la pared, que se imprime con adherencia a la cinta.


Se puede ajustar la distancia de la cinta y controlar los ventiladores adicionales de refrigeración.
El resto de los ajustes son más o menos los mismos que los habituales. De hecho, muchos ajustes a los que puede estar acostumbrado simplemente no están ahí. Por ejemplo, el bloque “Pegar al tipo de mesa” con borde, faldón y balsa regular se ha eliminado por completo. Sin embargo, los algoritmos para mejorar la adherencia de las primeras capas no estarían de más.
La velocidad de impresión en el perfil terminado está ajustada a un nivel muy bajo, como recomienda el fabricante.
Toro de Año Nuevo. PLA
Hemos utilizado el PLA rojo brillante de ESun para imprimir una figura de un toro de Año Nuevo.

Este modelo es bastante indicativo para imprimir a 45°. Si se pone el toro al revés, parecería que la inclinación mínima en la cola ya es un poco difícil.
Y en cuanto a la inclinación bastante fuerte de los números del frente, para la que sería útil un soporte en una impresora normal, la CR-30 podrá imprimir en peso sin problemas.


El toro imprimió con normalidad. Sin embargo, hay algunas deficiencias. Hay una ligera infraextracción en el hocico, similar a la de los primeros modelos.


Además, hay finas cuerdas de retracción en el modelo.

Espada de cadena
Decidimos imprimir algún modelo de gran tamaño. Uno de los usos obvios de esta impresora es imprimir modelos largos de una sola pieza para cosplay, como una espada. Una espada normal y corriente es algo aburrido. Por lo tanto, tomamos el modelo de espada de cadena del universo de Warhammer 40.000.


Lo aumentamos hasta el 1200%, por lo que en longitud resultó ser de 955 mm. Esto es casi un metro.


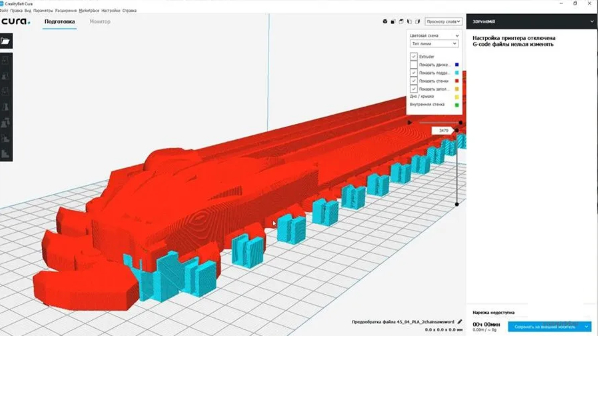
Hay que imprimir el modelo en toda su longitud a partir de dos mitades para que no queden restos de soportes en los lados frontales. Para ello, bajamos exactamente la mitad del modelo bajo la superficie de la mesa.
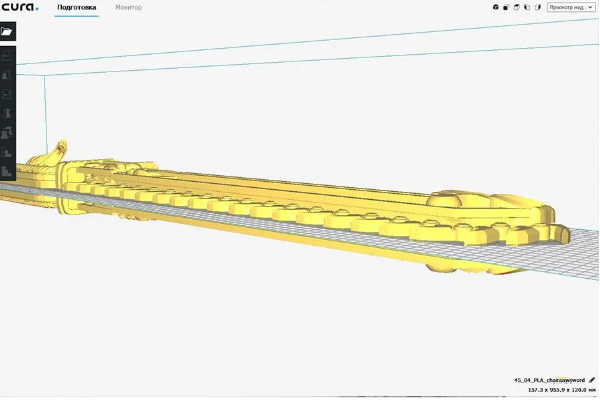
A continuación, enviamos la espada al sello. En el proceso, quedó claro que nos habíamos precipitado y que algunos puntos no estaban bien pensados. Sin embargo, no dejamos de imprimir.
En primer lugar, enseguida aparecieron varios lugares en los que el apoyo sería útil.
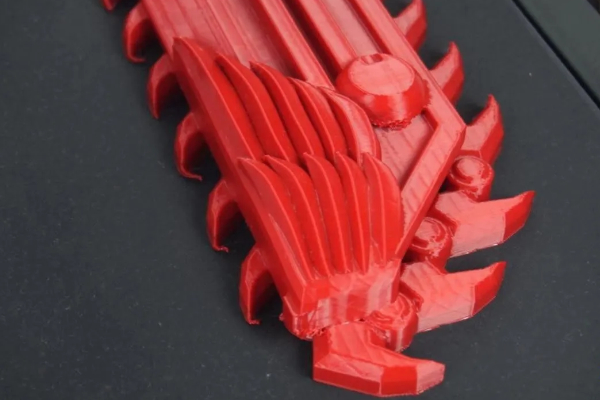
En segundo lugar, los dientes girados hacia delante comienzan a imprimirse literalmente de una gota de plástico. Debido a esto, las puntas de la mitad de los dientes estaban torcidas.
Pero seguimos imprimiendo.

Primer día… segundo día… tercer día.
De vez en cuando, había problemas menores, como una ligera infraextracción y el relleno se veía en las superficies planas.


También había pequeños hilos en algunos lugares.
Después de 3 días 10 horas y unos 600 gramos de filamento de PLA, una espada de cadena de medio metro estaba lista.

Es difícil llamar a este sello ideal. Pero las dimensiones son tan impresionantes que ni siquiera quiero prestar atención a los defectos.


En cualquier caso, estos modelos suelen estar muy post-procesados. Lo único que realmente me confundió fue el tiempo de impresión. Obviamente, la segunda mitad debería imprimirse después de las pruebas a mayor velocidad.
3DBenchy y el cubo XYZ
Enviamos el cubo XYZ y el bote Benchy para su impresión. Un archivo estaba configurado para ser impreso después del otro.

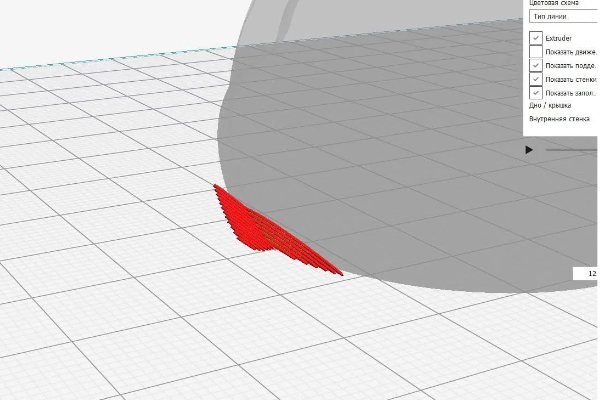
Colocamos la nariz del barco Benchy primero. En esta parte, el Benchy tiene la mayor inclinación, lo que generalmente es imposible para esta impresora. Por lo tanto, se añadió un bloque de soportes personalizados en la parte delantera. También ayudarán a la adhesión al principio de la impresión de la nariz del barco.
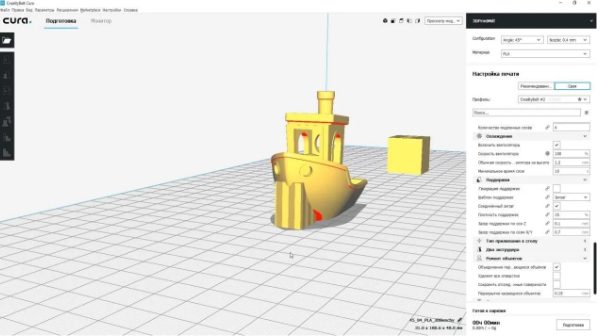

Aumentamos la velocidad a 80mm/s y 40mm/s para las paredes exteriores. La pared adyacente a la cinta seguía siendo la más lenta, con 10mm/s.
Tanto el bote como el cubo se imprimieron bien.


En la parte delantera del cubo, la pendiente era demasiado grande desde arriba. Por lo tanto, varias líneas se descolgaron.
Además, en algunos lugares, hay una ligera infraextracción. Por lo demás, todo tiene un aspecto bastante bueno y ordenado.



Al imprimir el barco, la boquilla que se mueve a lo largo del modelo lo balancea ligeramente de lado a lado.
Por desgracia, las dimensiones del cubo están lejos de ser ideales. Son aproximadamente 19,77 mm de altura, 20,21 mm de anchura y 19,97 mm de longitud.



Por supuesto, se pueden compensar estos problemas mediante la programación. Sin embargo, en el stock, la precisión de la impresora deja mucho que desear. Los modelos técnicos se pueden imprimir, pero sólo si no hay necesidad de dimensiones exactas.
La velocidad de impresión aumentó ligeramente, pero no significativamente. Dado que las aceleraciones en el firmware están ajustadas muy bajas, (300mm/s2), es imposible aumentarlas a través del menú de la impresora. 300 es el máximo.
Segunda mitad de la espada de cadena
Cortamos la otra mitad de la espada. Esta vez, se añadió un pequeño bloque de soportes en cada diente girado hacia delante, como se hizo con los “bancos”. Además, añadimos soportes en algunos lugares más que se hundieron la última vez.
Aumentamos el número de paredes a 3. La velocidad de impresión de las paredes exteriores se fijó en 80mm/s y 40mm/s.
La impresión seguía sin ser rápida y las aceleraciones seguían siendo las mismas. Sin embargo, a tales distancias, la velocidad máxima tendrá tiempo para ganar. Enviamos el modelo a imprimir. Esta vez, el tiempo de impresión disminuyó, pero no significativamente. Sólo disminuyó en 10 horas.

Por alguna razón, los soportes en un par de lugares no aguantaron y varios dientes resultaron estar distorsionados. Y simplemente no había suficientes soportes en el mango, y algunos lugares se hundieron allí.

Por cierto, ambas mitades resultaron estar ligeramente dobladas en arco, ya que se reimprimieron mientras colgaban de la impresora.

Existe un bloque especial con rodillos para esta impresora, que permite imprimir mejor los modelos largos.


Puedes imprimir un diseño similar tú mismo. Los modelos están en Thingiverse.


Para pegar bien las dos mitades de la espada, se necesitan unas pinzas y un buen pegamento, o un disolvente como el diclorometano. No había abrazaderas a mano. Así que tiramos temporalmente de las mitades con bridas en algunos lugares. Así quedó claro el aspecto que tendría la espada en última instancia.





Hay algunos defectos en el modelo. La mayoría de los defectos son dientes dañados. El resto puede considerarse bastante insignificante. Al fin y al cabo, como ya hemos dicho, este tipo de modelos implican un procesamiento posterior. Si la espada está bien pegada, procesada, imprimada y pintada, tendrá un aspecto muy épico.



Zorro LowPoly
Luego aumentamos la velocidad a 600mm/s2 con el comando gcode conectando la impresora al ordenador. Tomamos PETG de Bestfilament e intentamos imprimir el modelo de zorro low poly.

Resultó ser también un modelo bastante indicativo, que demuestra las ventajas y desventajas de una impresora de cinta. Una vez más, la ligera pendiente de la cola resultó ser todo un reto. Pero el morro, que suele ser la zona más difícil, no supuso ningún problema para la impresora.

Además, las orejas no se imprimen al mismo tiempo, sino una tras otra. Por lo tanto, no puede haber hilos entre ellas.
En general, el zorro ha quedado muy bien. Las capas están colocadas de manera uniforme y no hay subextrusión. Hemos aumentado ligeramente la fluidez en los ajustes de impresión. Las esquinas no sobresalen y no hay eco.




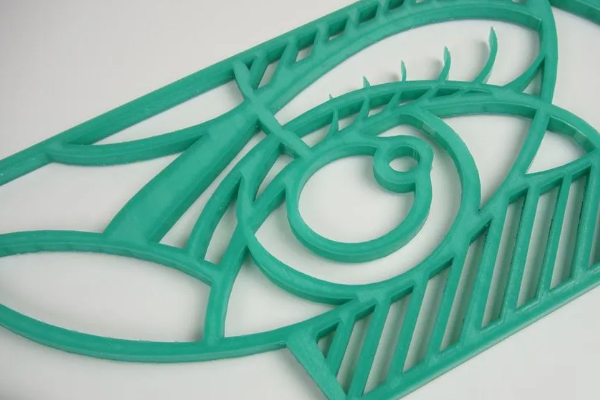
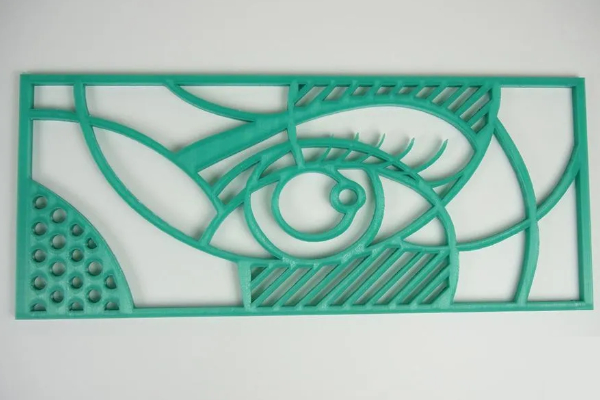
Arte geométrico de pared en 3D


A continuación, elegimos algo más abstracto. Se trata de un marco rectangular con varios motivos; con un ojo en el centro.


Aumentamos el tamaño del modelo a unos 187 mm de ancho y 450 mm de largo.

En un par de lugares donde los círculos comienzan a imprimirse, añadimos pequeñas láminas de grosor de capa para mejorar la adherencia.

Se dejaron todos los ajustes como en la prueba anterior y se envió el modelo a imprimir.
Rápidamente nos dimos cuenta de que con las transferencias largas, los retractores no se manejaban bien y quedaban pequeñas gotas en las superficies. Sin embargo, el resto de la calidad de impresión era muy decente.
Al cabo de un día, el modelo fue retirado de la impresora. También limpiamos los repliegues caídos. Y el modelo quedó muy bien. No hay casi nada que objetar. Queda muy bonito.

Cinta de sellado
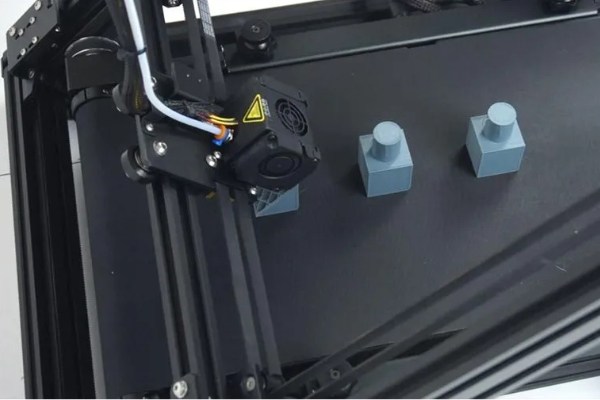
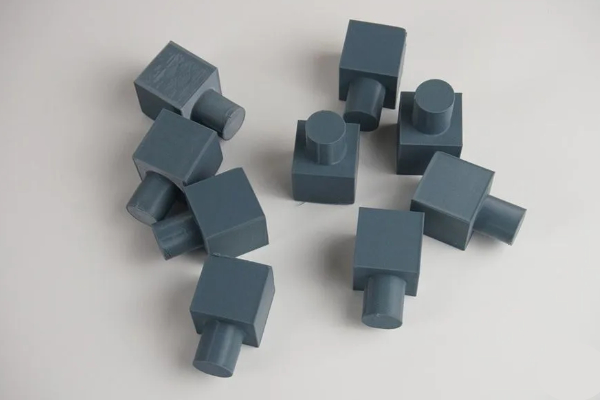
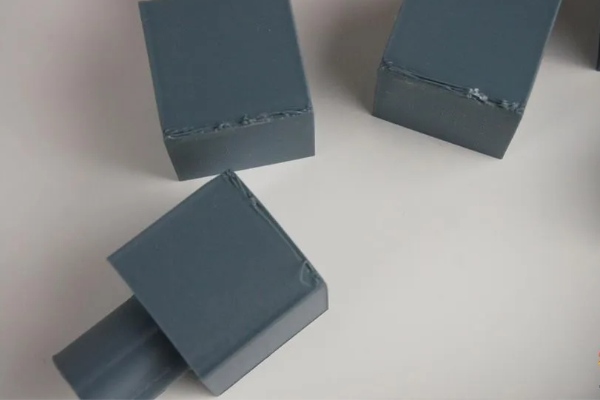
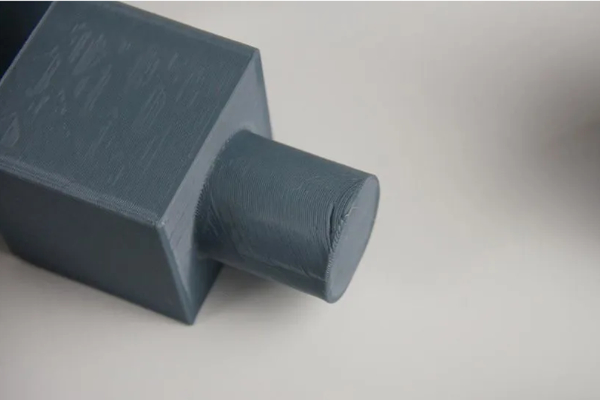
Por último, intentamos ver si la CR-30 puede imprimir con plásticos flexibles. Tomamos ESun eTPU 95A. El material es de dureza media y no es muy difícil de imprimir. Se creó un modelo sencillo de un prisma y un cilindro.

Digamos que se trata de un tipo de cinta de sellado. En una cortadora, la aumentamos a un metro de longitud.
La velocidad se fijó como en el perfil original, y la aceleración se dejó en 600mm/s2.
La cinta se imprimió hasta el final sin problemas. En un par de lugares había puntos negros. Al parecer, a veces el plástico se pegaba a la boquilla, se quemaba y se metía en el propio modelo. Pero por lo demás, todo estaba bien. Nada se atascó en el alimentador. Para un extrusor bowden con un tubo de teflón tan largo, el resultado fue excelente.



Por cierto, en Thingiverse ya hay modelos para convertir esta impresora en un extrusor directo.
Conclusiones
Vamos a resumir.
Obviamente, la Creality CR-30 3DPrintmill no es una impresora para principiantes. Es más, incluso para un usuario experimentado, hay muchos problemas con los que lidiar.

El diseño de la impresora está razonablemente bien pensado. La mesa de la cinta transportadora parece muy impresionante y fiable. La adhesión a la cinta es decente, teniendo en cuenta que el plástico se apila en ángulo. Para mejorar la adherencia en lugares difíciles, es necesario utilizar modelos auxiliares adicionales o soportes personalizados.
La cinta puede dañarse. Sin embargo, si se calibra correctamente la impresora al principio, las posibilidades se reducen casi a cero. Algunos restos de modelos impresos quedan en la cinta, pero no causan problemas.

La cinemática coreXY tiene mucho éxito en este caso. La viga del eje X con el extrusor es ligera.
Y, como resultó, la impresora puede imprimir bastante bien a velocidades y aceleraciones decentes. A menos que las paredes adyacentes a la cinta siempre se debe imprimir lentamente, 10-20mm / s.

El slicer funciona, pero me gustaría actualizarlo o añadir completamente este tipo de impresoras a Cura. Hay un plugin, pero nunca nos ha funcionado.
Hay ciertas particularidades a la hora de imprimir. Por ejemplo, muchos modelos que normalmente no requieren soporte son extremadamente difíciles de imprimir en la CR-30. Por el contrario, una inclinación aparentemente fuerte hacia el portal se convierte en bastante fácil de imprimir.
¿Para qué se puede utilizar la impresora 3D Creality 3DPrintMill? Lo primero que me viene a la mente es el cosplay.

La posibilidad de imprimir modelos artísticos largos o múltiples modelos uno tras otro puede suponer un gran ahorro de tiempo en el postprocesamiento y los cambios de modelo.

Además, una impresora de este tipo puede ser conveniente para imprimir algunos artículos de interior o muebles de diseño.
Para los modelos técnicos exactos, la impresora en el estado de existencias no es muy adecuada. Pero si el error de +/- 0,2 – 0,3 mm no es muy importante, la impresora puede ser muy útil.
En general, nos ha gustado la impresora, al menos por su originalidad. Definitivamente no es universal, pero en algunas situaciones puede ser muy útil.
COMPRAR EN CREALITY

