

En esta reseña de la Creality Ender 5 Pro, veremos un resumen de la impresora y la probaremos. Sigue leyendo para conocer las características, las especificaciones y la calidad de impresión que puedes esperar.
Desde hace algunos años, Creality es líder en la producción de impresoras 3D FDM económicas para uso doméstico. En particular, su impresora más popular es la Creality Ender-3 .

DISPONIBLE EN CREALITY
La Ender 3 ya ha recibido varias actualizaciones, como la Creatlity Ender 3 V2, la Ender 3 Pro, etc. Pero en paralelo con ellos, hay otra línea de impresoras – Ender-5.
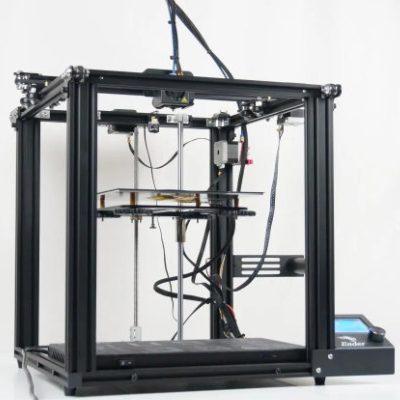
En esta revisión, vamos a ver la Creality Ender-5 Pro .
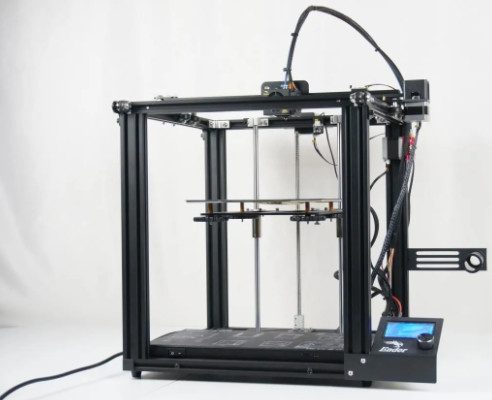
Revisión de Creality Ender 5 Pro
[su_table]
| Tecnología de moldeo | FDM |
| Tamaño de impresión | 220*220*300mm |
| Tamaño de la máquina | 552*485*510mm |
| N.W. de la máquina | 11.8KG |
| Número de boquillas | 1 |
| Grosor del corte | 0,1 mm-0,4 mm |
| Método de impresión | En línea o tarjeta TF sin conexión |
| Formato de archivo | STL/OBJ/AMF |
| Diámetro del filamento | 1,75 mm |
| Precisión de impresión | ±0.1mm |
| Potencia nominal | 270W |
| Diámetro de la boquilla | Estándar 0,4 mm, opcional 0,2/0,3 mm |
| Alimentación | Tensión nominal 115V/230V, salida 24V |
| Sistema operativo | Win XP/Vista/7/10/Mac/Linux |
| Software de corte | Cura/Repetier-Host/Simplify3d |
[/su_table]
Empecemos con el desembalaje y el montaje.
¿Qué hay en la caja?
La impresora se entrega en una caja bastante grande en estado semidesmontado. Estos son los elementos que se encuentran en la caja:
i) Arriba hay un manual de montaje detallado y algunos papeles

ii) Entonces obtenemos la pantalla con un montaje

iii) Un motor de extrusión con alimentador

iv) Un conjunto de mecanismos del eje Z
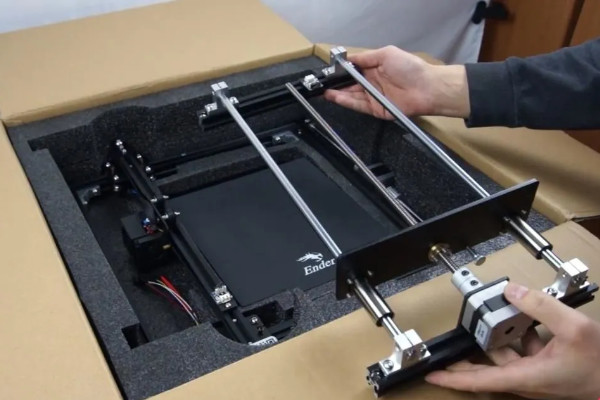
v) Un pórtico con ejes X e Y, también completamente terminado, con hotend y todas las cintas.

vi) Una tabla con un soporte magnético elástico ya pegado y un cable en cuyo extremo se instala el conector XT60.

vii) Y en la parte inferior de la caja, hay 4 perfiles verticales de 200 x 400 mm.

viii) La parte inferior de la caja con la unidad de control y todos los cables.

ix) Una bobina de 250 g de PLA blanco

x) Una caja de herramientas y material de ferretería

Además de los tornillos de montaje, el portacarrete de filamento y el cable de alimentación, la caja contiene:
- Un manojo de corbatas
- Una aguja para limpiar una boquilla
- Un juego de hexágonos
- Una llave inglesa
- Un destornillador pequeño
- Los cortadores laterales más comunes con mangos azules suaves
- Una boquilla de repuesto
- Un racor para tubo de teflón
- Varios clips para accesorios
- Una tarjeta microSD de 8 GB con lector de tarjetas
- Una espátula metálica simple.
El juego de herramientas es bastante estándar. Sólo faltan las pinzas.
Unidad de control
Antes de montar la impresora, echemos un vistazo a la unidad de control. La unidad se abre por la parte inferior y la tapa se sujeta con 4 tornillos. La unidad alberga tanto la fuente de alimentación como la placa de control.

La fuente de alimentación es una unidad de 24V 350W en una caja de bajo perfil. Esto es bastante estándar para las impresoras con esta área imprimible.
Sin embargo, a diferencia de las impresoras Ender-3 Pro que tienen fuentes de alimentación Mean Well, la fuente de alimentación de la Ender 5 Pro es de Lian Lida.

No nos impresionó la placa de control. Mientras que Creality ya tiene placas de 32 bits basadas en microcontroladores STM32, que se instalan en el Ender-3, el Ender 5 Pro tiene una placa de 8 bits anticuada.

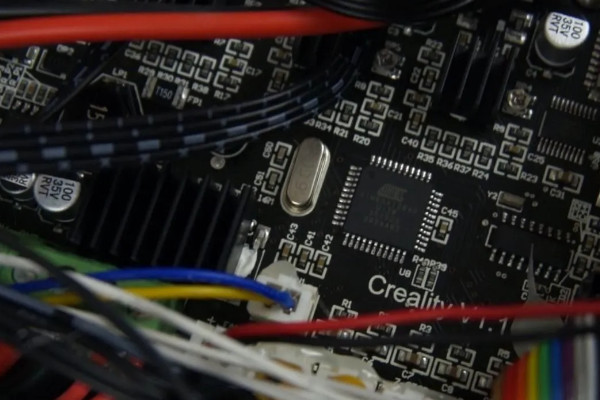
Me alegro de que los drivers soldados en la placa no sean los ruidosos A4988, sino los ya tranquilos TMC2208. Sin embargo, tampoco son los más modernos. Además, están conectados en el llamado modo Standalone. Esto significa que no hay manera de utilizar plenamente su funcionalidad.
Montaje
El proceso de montaje no es difícil, especialmente si se siguen las instrucciones paso a paso.
En primer lugar, fije 4 postes verticales a la parte inferior.
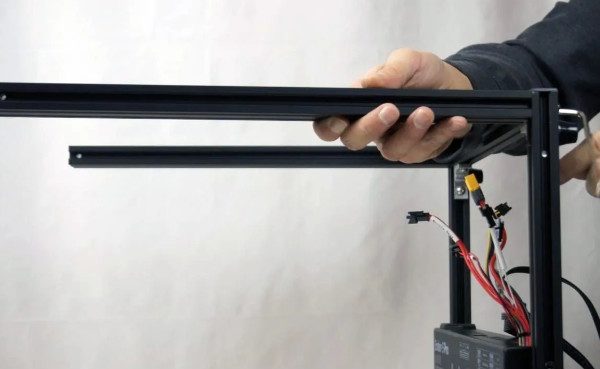
A continuación, instala el portal desde arriba y fíjalo con tornillos.

Fije el mecanismo del eje Z a la pared posterior de la impresora con 4 tornillos.

Fije la mesa con el marco a este mecanismo.

En uno de los perfiles verticales, fije el motor de la extrusora con el alimentador a los tornillos con tuercas en T.

Introduce un tubo de teflón en él y fija el accesorio con un soporte de plástico del kit.

Instale el soporte de la bobina de filamento debajo del alimentador

Instale la pantalla en la parte frontal de la impresora.

Después, sólo hay que conectar y conducir todos los cables para que no interfieran con el movimiento de los componentes de la impresora.
Todos los cables están marcados. Por lo tanto, no debería haber dificultades para conectarlos.


Mecánica
La impresora ya está montada. Vamos a verla más de cerca.
Ya hemos visto la electrónica. Pasemos a la mecánica.
El área de impresión es de 220 x 220 x 300 mm.

La impresora utiliza la cinemática cartesiana, que se conoce comúnmente como MakerBot por la empresa que empezó a utilizarla.

La cinemática es sencilla y bastante fiable. Sin embargo, están lejos de ser las más rápidas ya que cuando se mueve el eje Y, el motor del eje X se mueve junto con el extrusor y la viga.

El sistema OpenBuilds se utiliza para mover los ejes X e Y, es decir, los rodillos que ruedan sobre perfiles de aluminio en forma de V.

Hay 4 rodillos en dos carros del eje Y y 3 rodillos en un carro del eje X.

En todos los carros hay excéntricos en un lado, que permiten ajustar la presión de los rodillos.

En cualquier impresora con este sistema de transferencia, antes de la primera puesta en marcha, hay que comprobar si los rodillos están bien alineados. Si es necesario, ajústelos.
Los rodillos deben ser presionados para que nada cuelgue, pero al mismo tiempo no se pellizquen. Después de todo, esto afectará directamente a la calidad de impresión y a la durabilidad de los rodillos.

En nuestro caso, sólo tuvimos que aflojar ligeramente los rodillos del carro del eje X.
Además, comprueba la tensión de la correa. En el eje X, hay una correa. Su tensión se lleva a cabo por el desplazamiento del rodillo de contador en una pequeña plataforma.

El eje Y tiene dos correas, que también están tensadas. Sin embargo, hay que tener en cuenta que su tensión debe ser lo más equitativa posible.


Ambos ejes están accionados por motores NEMA17. En el eje X, el motor es normal.

En el eje Y con eje pasante, el motor se fija en el centro.
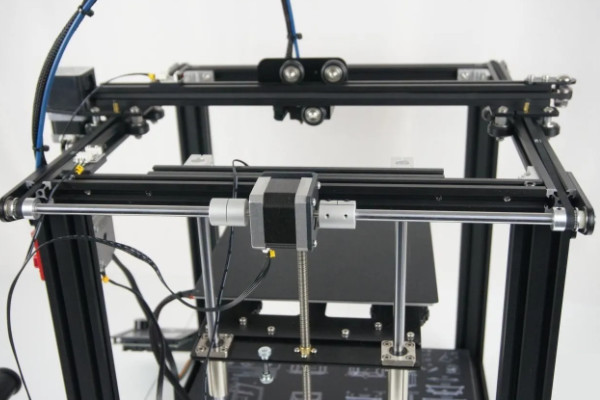
La decisión es bastante lógica.
El eje Z se implementa de forma diferente. Se desplaza sobre dos ejes de rodamiento lineal de 10 mm y es accionado por un motor NEMA17 a través de un tornillo de 2 terminales de 8 mm.

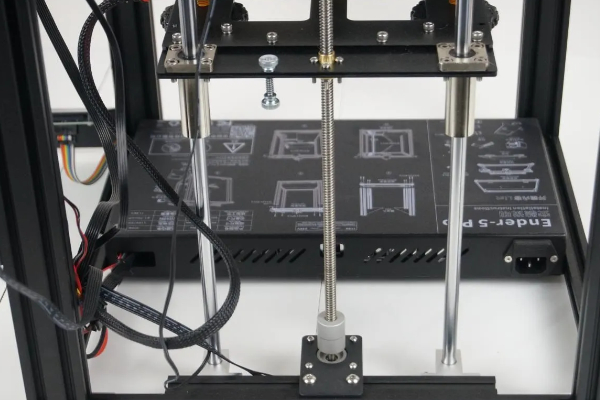
El acoplamiento que conecta el motor con el tornillo está dividido de forma rígida.

La tuerca de latón es normal y se fija en la plataforma de la mesa.

La plataforma es de chapa de aluminio de 4 mm.

No hay refuerzos. La plataforma es absolutamente plana. A primera vista, no parece muy fiable.

Pero de cara al futuro, podemos decir que esto no afecta a la calidad de la impresión y el apilamiento de capas. Sin embargo, no estará de más reforzarla.
La mesa calefactada está hecha de la misma manera que la Ender-3 Pro. Hay una lámina de aluminio de 3 mm con una superficie magnética pegada. Desde arriba, se “magnetiza” sobre ella un sustrato flexible con una capa adhesiva.

Los cables que salen de la mesa no están asegurados de ninguna manera.

Por supuesto, con esta cinemática, la mesa no realiza movimientos rápidos y constantes. Sin embargo, esto sigue sin ser seguro.
Calibración de la impresora
No hay autocalibración de la mesa de impresión.
Hay que mover manualmente el carro en las esquinas y en el centro de la mesa, colocar un trozo de papel debajo de la boquilla y girar los grandes pomos de ajuste convenientes hasta que consigamos la misma presión en toda la superficie. El papel debe moverse con poca resistencia.

Por lo general, se trata de un procedimiento estándar.
Diseño
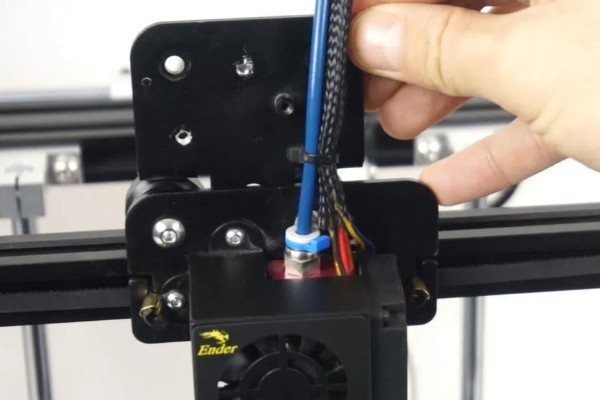
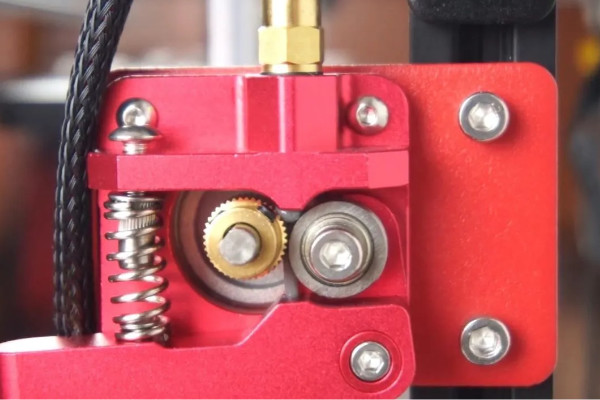
En la impresora se instala un extrusor bowden. El mecanismo de alimentación se coloca en el cuerpo de la impresora, y el filamento se alimenta al extremo caliente a través de un tubo de teflón bastante largo.
El alimentador es un MK8 de aluminio. Sin embargo, la mayoría de los fabricantes intentan no utilizarlos y hace tiempo que han cambiado a alimentadores de engranajes como Titan o BMG, así como a otras soluciones modernas.

La MK8, por supuesto, también funciona y cumple con sus tareas. Sin embargo, tiene problemas al imprimir con plásticos flexibles blandos.
Se puede ajustar la presión del engranaje de alimentación al rodillo contrario.
El hotend es el mismo que el de la Ender-3, es decir, el CR10.
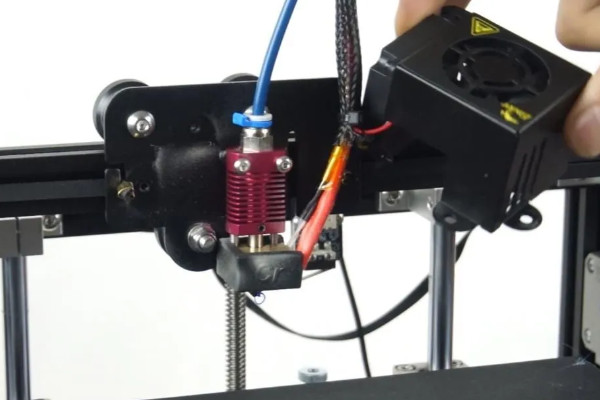
Aunque tampoco es la solución más moderna, este hotend funciona normalmente en otros modelos. Si se utiliza correctamente, no causa problemas significativos. El tubo de teflón va directamente a la boquilla.
Por cierto, en este tipo de hotends, antes del primer sellado, es aconsejable conseguir un tubo de teflón y comprobar cómo se ha cortado. El corte debe ser lo más plano posible. De lo contrario, el tubo no podrá ajustarse bien a la boquilla y aparecerán tapones.

Nuestro tubo era bastante recto. Sin embargo, por si acaso, incluso lo recortamos.
La parte superior del hotend está cubierta por una carcasa metálica.

Para refrigerar el radiador del hotend se utiliza un ventilador axial convencional 4010.
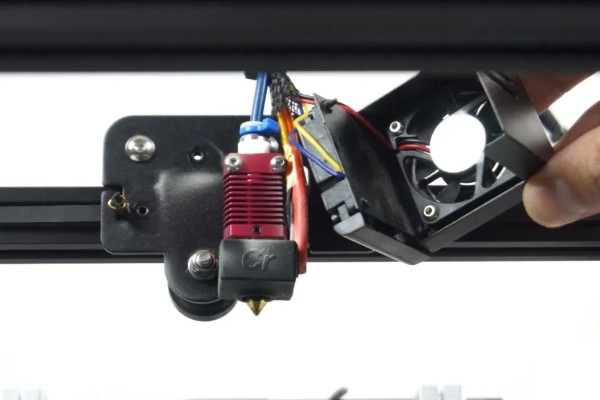
Un ventilador de turbina 4010 sopla el modelo.
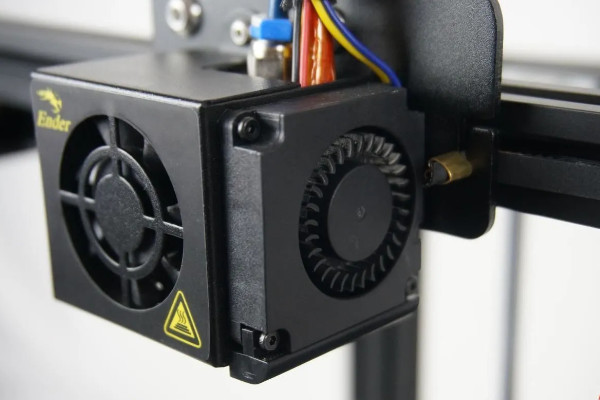
La cubierta es exactamente la misma que en el Ender-3. La cubierta tiene un inconveniente conocido desde hace tiempo: el ventilador de refrigeración del radiador sopla hacia abajo en el modelo y puede causar dificultades cuando se imprime con plásticos que son propensos a encogerse y no requieren soplado.

Por otro lado, hay muchos flujos de aire alternativos para la Ender en Internet. Lo único que hay que tener en cuenta es que el eje de pedalier del Ender-5 es más largo que el del Ender-3, y muchos modelos de flujo de aire se acoplan al eje de pedalier de la derecha.

Debe elegir el modelo adecuado para esta impresora en particular.

En cuanto a la resistencia del bastidor de toda la impresora, todo está bien. Gracias al perfil de 20 x 40 mm utilizado como montantes, todo el bastidor es resistente y no se tambalea en absoluto.
La impresora se controla mediante una sencilla pantalla no táctil 12864 con un codificador.

Para algunos, esto puede parecer una desventaja. Sin embargo, la práctica demuestra que estas pantallas funcionan de forma estable, no afectan a la impresión de ninguna manera y, tienen una funcionalidad bastante grande.
Sello
Encendamos la impresora e intentemos imprimir.
El botón de encendido, una ranura para una tarjeta MicroSD y un puerto MiniUSB para conectar a un ordenador están convenientemente situados en la parte frontal de la unidad de control.


Enviamos todos los ejes a casa y nos enfrentamos al primer problema: los extremos de los ejes X e Y están a la derecha y atrás, respectivamente.

En este caso, al hacer clic en ellos se asignan coordenadas cero a los ejes. Normalmente, los puntos cero se encuentran en el frente izquierdo y todas las cortadoras están diseñadas para esta ubicación. Como resultado, al establecer los modelos en el slicer por defecto se imprimirán de un lado a otro.
¿Solución?
No fue posible instalar los finales de carrera en otro lugar. Por lo tanto, configuramos el firmware para que, al pulsar sobre ellos, se asignaran las coordenadas finales en lugar de las iniciales. Esto no es muy conveniente, pero tampoco es crítico.
Calidad de impresión
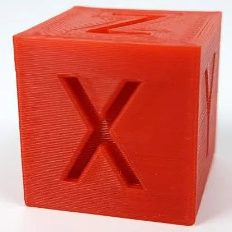
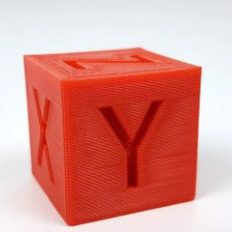
Calibramos la cama de impresión, Eryone red PLA e imprimimos algunas pruebas de rutina. Imprimimos un cubo XYZ, un barco Benchy, un zorro low poly y un pequeño jarrón en modo espiral. Los modelos son estándar pero pueden mostrar lo bien que la impresora puede imprimir.
La velocidad se ajustó a una media de 30 mm/s para los contornos exteriores y 60 mm/s para todo lo demás.
El resultado fue muy decente.
El cubo es uniforme, las esquinas no sobresalen, las capas se colocan de forma bastante uniforme y no hay eco. Las desviaciones de tamaño son insignificantes dentro de una décima.




Con el barco de Benchy, todo estaba bien también.
No hay ningún tipo de cuerdas. Incluso el flujo de aire era suficiente en una fuerte pendiente desde la parte delantera. Sin embargo, hay que tener en cuenta que este lado del barco estaba orientado directamente al ventilador. Las ventanas también resultaron bien. No hay ningún indicio de hundimiento.



Finalmente, imprimimos el zorro con el hocico vuelto hacia el soplador. Salió muy bien. Todo es suave. La costura de las transiciones entre las capas es casi invisible.




Y no hay quejas sobre el jarrón. Las capas están colocadas de manera uniforme y no hay ni un solo defecto en todas las superficies.



Modelos de impresión
Cargamos Esun gray PLA + y trató de imprimir un modelo más interesante; el huevo de Pascua por Makers Muse.
El modelo consta de tres partes, que se imprimen en el otro y no se tocan entre sí. Después de la impresión, estas partes deben ser capaces de girar.
Aumentamos el modelo al 200%. Por lo tanto, los espacios entre las partes también aumentaron. Sin embargo, este es un modelo bastante complejo.
La mayoría de los modelos se imprimieron sin problemas. Desde arriba, donde comienzan las fuertes pendientes, aparecieron las dificultades. Los bordes se doblaban hacia arriba, la boquilla los tocaba y las partes altas y delgadas se balanceaban un poco. Debido a esto, en algunos lugares se ven capas que sobresalen.
Sin embargo, el modelo se imprimió hasta el final e inmediatamente empezó a funcionar cuando se retiró de la mesa. Todas las piezas pueden moverse libremente.



El siguiente modelo también se imprime montado. Se trata de una caja plegable con muchas articulaciones móviles. Todas las piezas están conectadas entre sí por pequeños puentes para que nada se caiga durante la impresión. Luego se retiran del modelo impreso.
No hubo problemas para imprimir este modelo. Algunas capas, que estaban en zonas difíciles, sobresalen un poco. Pero todos los mecanismos funcionan. No se ha pegado nada. La caja se despliega y se ensambla como debe.





También intentamos imprimir con el PETG azul de ESUN. Y aquí empezaron las primeras dificultades. Por mucho que lo intentáramos, el filamento goteaba constantemente de la boquilla durante las transferencias. Ni los diferentes ajustes de retracción, ni la temperatura, ni la combinación, ni siquiera el cambio de la velocidad de impresión ayudaron.
Las paredes de los modelos salieron bien. Sin embargo, la subextracción aparecía en las tapas todo el tiempo y se formaban hilos en los agujeros.


Habiendo elegido de alguna manera los ajustes, nos arriesgamos a imprimir un modelo más grande.
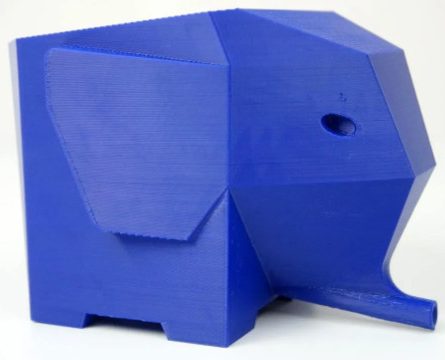
Aquí está el elefante.

No se trata sólo de una figurita, sino que se puede utilizar para guardar los cubiertos.

Su tronco está diseñado para colgar sobre el fregadero, y por él fluye el agua de los tenedores y cucharas mojados.

El elefante está impreso con soportes en la parte inferior y bajo las orejas. Por error, dejamos los soportes dentro de la trompa.
Durante el proceso de impresión, ya estaba claro que no iba a salir perfecto. Durante las transferencias, quedaron pequeñas incisiones de plástico por todas partes, especialmente en el interior. Sin embargo, conseguimos deshacernos de la subextrusión en las tapas.
Los soportes de la parte inferior y de las orejas se desprendieron sin problemas.
Los soportes del tronco fueron más difíciles de quitar. Desde la parte inferior, los soportes estaban bastante pegados, y hubo que sacarlos con cizallas laterales. Y resultó muy difícil sacar los soportes de la trompa en general. Como resultado, la trompa del elefante se rompió accidentalmente y hubo que volver a pegarla con superglue.
También tuve que quitar las acumulaciones de plástico de las paredes. Sin embargo, esto no fue difícil.

Al final, aquí está el modelo del elefante. Si no se mira de cerca, todo está bien. Pero si se observa con más detenimiento, hay muchos defectos menores. Por ejemplo, hay rastros de hundimiento y las superficies sobre los soportes dejan mucho que desear.
El modelo puede realizar sus tareas, pero no parece estar bien.


A continuación, queríamos probar la impresión de plástico flexible. Ya sabemos que el alimentador y el tubo largo de teflón no son muy adecuados para ello.
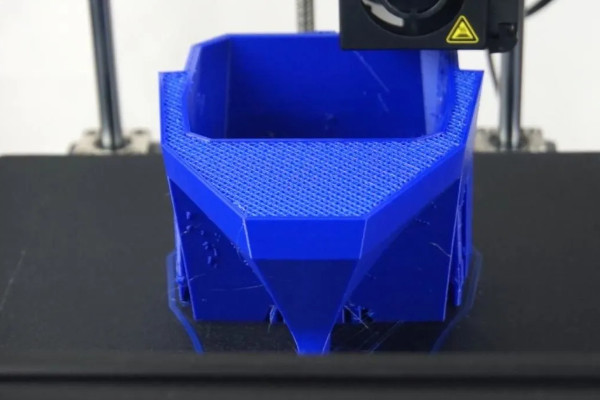
Elegimos Esun eTPU 95A . No es el material más blando y teníamos la esperanza de que la impresora lo soportara. Pusimos un neumático en el sello para una pequeña máquina de escribir.
El modelo original es muy pequeño. Así que duplicamos su tamaño. También redujimos la velocidad a 10 mm/s para los contornos exteriores y 20 mm/s para todo lo demás. La combinación se estableció en todas partes para evitar transferencias innecesarias.
La impresora se enfrentó bien a esta tarea. El neumático es de alta calidad y no hay una sola pasada. Las capas se colocaron planas y las tapas se cerraron con normalidad. Incluso la costura es casi invisible.




Decidimos duplicar la velocidad de impresión. Cuando lo hicimos, la impresora ya no daba abasto. Al principio todo iba bien. Sin embargo, pronto el plástico se atascó en el alimentador y la impresión terminó allí.

Esto era de esperar.
A continuación, cargamos MatterHackers ABS rosa . Tenga en cuenta que en una impresora abierta, e incluso con una barrera térmica a través de un tubo de teflón, no es deseable imprimir con plástico ABS. Pero decidimos intentarlo. Además, el ABS de Hatchbox tiene una temperatura de impresión bastante baja, de 235°C, al igual que el PETG.
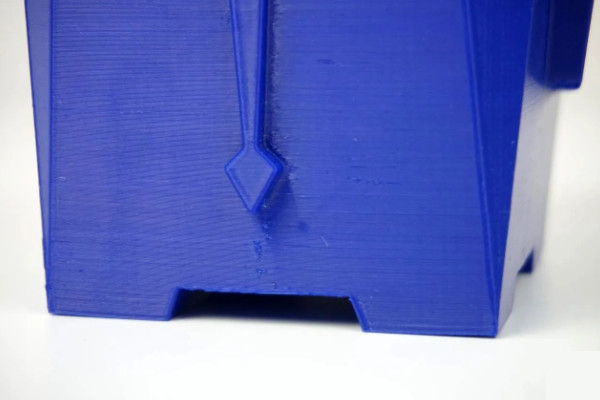
Decidimos imprimir unas pequeñas modificaciones para la impresora. El color no es muy adecuado pero esto no es importante. La primera es un soporte para los cables de la cama de impresión.

Para cada bombero, imprimimos en una balsa y con soportes. El flujo de aire estaba apagado.
El modelo salió bien. Los soportes y la balsa se separaron sin problemas. Sin embargo, la superficie sobre la balsa no era bonita.

El soporte se ajusta y mantiene los cables en su lugar.
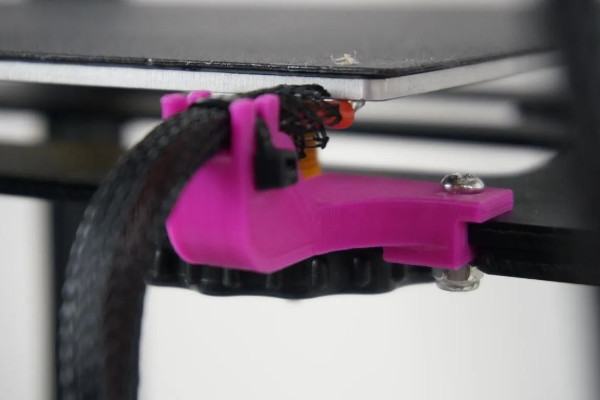

El segundo modelo es una cubierta de pantalla. La modificación es puramente decorativa. Se imprimió sin balsa en una mesa limpia.
La tapa se adhirió bien. Incluso las esquinas no se doblaron durante la impresión.

La calidad general es decente. Aunque había pequeñas manchas de plástico durante las transferencias en algunos lugares, resultaron fáciles de limpiar.




La tapa es para la impresora Ender-3. Por lo tanto, como era de esperar, no se ajusta del todo a la Ender-5 Pro. Además, sobresale ligeramente.


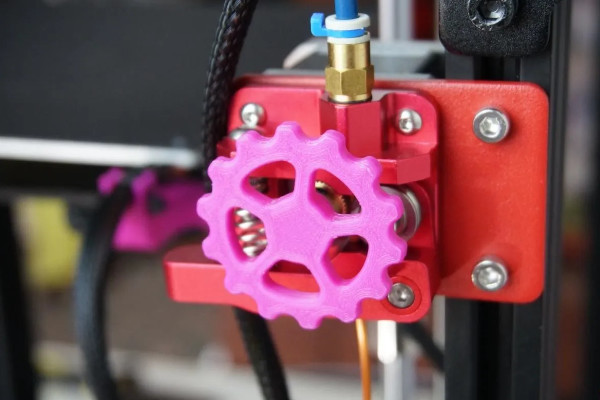
El tercer modelo es una rueda para el mecanismo de alimentación. La rueda permite empujar manualmente el plástico de forma más cómoda. Durante la impresión, puede ver cómo se produce el avance.


La rueda se imprimió bien. Encaja bien y funciona como debería.
Y el último modelo es un flujo de aire ligeramente mejorado.



El modelo se imprimió bien. Sin embargo, durante el montaje, resultó que se quedó corto y presionado contra el bloque de calentamiento. Esto significa que funcionará durante un tiempo, pero lo más probable es que se derrita rápidamente, especialmente si se imprime con el flujo de aire desactivado.






Conclusión
Bien, vamos a resumir.
La impresora no es perfecta. Algunas soluciones son muy anticuadas y la Creality Ender-5 Pro pide ser modificada. La comunidad de esta impresora es bastante grande y definitivamente no habrá escasez de modelos ya hechos.
Algunas de las partes para las modificaciones se encuentran en la Ender-3. Por ejemplo, la placa de control de la impresora tiene algo que cambiar. Casi todas las empresas que producen placas de control ya han sacado versiones específicas para Enders. Sólo hay que cambiar todos los cables, instalar la nueva placa en el lugar anterior y ya está.
A pesar del extrusor y el alimentador sin pretensiones, la Ender-5 Pro hace bien su trabajo. Sólo tuvimos dificultades con el plástico PETG. Incluso con material flexible de dureza media a bajas velocidades, la impresora puede imprimir con normalidad.
El cuerpo de la impresora es duradero y fiable. Cualquier plástico se pega fácilmente al sustrato magnético y retirar los modelos es fácil. El sustrato no se despega de la mesa, incluso cuando se imprime con plástico ABS y a una temperatura de 100°C. La impresora es bastante gracias a los controladores TMC2208.
En general, la Creality Ender-5 Pro no fue impresionante ni decepcionante. Simplemente imprime bien, aunque no rápido.
DISPONIBLES EN CREALITY