




El “ghosting”, también conocido como “ripples”, es un defecto de la impresión 3D que es común con las tecnologías FDM y FFF. El problema es más evidente en los modelos con superficies verticales planas. Las ondulaciones se producen cuando la dirección del movimiento del cabezal de impresión cambia debido a las vibraciones mecánicas del diseño de la impresora.
En este artículo, te explicaremos cómo solucionar el efecto fantasma de la impresión 3D paso a paso. Sigue leyendo,
5 pasos para arreglar las imágenes fantasma de la impresión 3D (Ripples)


Paso 1. Compruebe la mecánica
Es aconsejable comenzar la lucha contra los defectos de impresión de naturaleza mecánica comprobando y apretando las uniones de tornillos. Es posible que los tornillos no se hayan apretado lo suficiente durante el montaje, o que se hayan aflojado con el paso del tiempo al utilizar la impresora.
La holgura y la reducción de la resistencia estructural afectan negativamente a la calidad de la impresión. Por lo tanto, antes de ajustar la configuración de la impresora, asegúrese de que el sonido no es causado por conexiones inadecuadas.
Lo ideal es tirar de las conexiones de los tornillos con una llave dinamométrica. Sin embargo, si trabaja en casa con herramientas convencionales, evite utilizar una fuerza excesiva, ya que puede dañar la rosca, el chavetero o la propia llave.


Por ejemplo, en el caso de las impresoras ensambladas a partir de un perfil estructural, primero hay que controlar los tornillos que fijan los perfiles. Vea a continuación la conexión de los rieles Z a la base en la impresora Longer LK5 Pro.


También es importante fijar las placas del carro al perfil. El procedimiento para apretar los tornillos aquí no es fácil; hay que quitar el perfil X de los carriles Z. El vídeo siguiente muestra cómo hacerlo en el Ender-3:

También debe comprobar el estado de las piezas móviles. El movimiento a lo largo de todos los ejes debe ser suave, sin chirridos ni sonidos extraños.
Si los carros de la impresora tienen rodillos, compruebe su ajuste. Si el carro o la mesa se mueven mucho, el rodillo de ajuste está demasiado apretado. En tal caso, aflójelo un poco. Si los rodillos se alejan del perfil de la guía, hay que aumentar la presión.


Por ejemplo, si la guía X se mueve hacia arriba y hacia abajo con facilidad, esto puede ser la razón de una presión insuficiente de los rodillos en la guía Z.


En tal caso, tendrá que aumentar la presión del rodillo excéntrico.
Paso 2: Comprobar las correas
El procedimiento de tensión de la correa varía de una impresora a otra. La opción más fácil es cuando el fabricante permite ajustar la tensión sin tener que utilizar ninguna herramienta.


Ajuste de la tensión de la correa X en Creality Ender-3 v2.
Para ajustar una correa que se tensa moviendo el soporte del rodillo, afloje los tornillos, mueva manualmente el soporte y, sujetándolo, fíjelo.


Ajuste de la tensión de la correa Y en Creality Ender-3 Pro. Afloje los tornillos, mueva el soporte del rodillo y fíjelo. Foto de Creality.com.
Para los modelos populares de impresoras 3D, puede encontrar modelos desarrollados por la comunidad de tensores de correa de tornillo.


Tensor de correa modelo Y para Creality Ender-3.
También hay otras formas de tensar las correas. Por ejemplo, puedes desplazar los motores, como en el caso de la FlyingBear Reborn. Por último, en algunas impresoras económicas, no se pueden tensar las correas en absoluto. Un buen ejemplo de este tipo de impresoras es la Kingroon KP3S. La correa de la impresora está fijada rígidamente con bridas, y el motor y el rodillo no se mueven.


No hay ajuste de la tensión de la correa, el rodillo está fijado rígidamente.
En el caso del KP3S, para aumentar la tensión de la correa, hay que retirarla de uno de los soportes, marcar o fotografiar la configuración actual por si acaso, retirar la brida del cable con la ayuda de unos alicates y mover el bucle uno o dos dientes.


Fijación del cinturón con una corbata en Kingroon KP3S.
También hay algunos tensores que se instalan en una sección recta de la correa. Estos tensores son rígidos, ajustables y elásticos. Estas modificaciones pueden no estar disponibles en todas partes, ya que reducen el juego libre de la correa y pueden afectar al tamaño de la zona imprimible.
Los tensores de muelle no son la mejor opción, ya que pueden “jugar” al cambiar de dirección, modificando la tensión.


Un ejemplo de tensor de correa ajustable impreso en 3D.
Es difícil dar una recomendación única sobre la tensión de la correa en cualquier impresora. Por lo tanto, simplemente hay que seguir esta regla: si se tira de una correa correctamente tensada en un tramo largo, debe oscilar un poco, pero no zumbar como una cuerda.
Una tensión excesiva de la correa puede provocar un mayor desgaste de la misma, la deformación de los componentes de la impresora y otro defecto de impresión: pequeñas ondulaciones en toda el área, incluso en las superficies verticales.



Efecto de la tensión de la correa. El modelo de la izquierda en la ilustración superior es antes de los ajustes. Los ajustes de impresión son los mismos en todos los casos.
Paso 3: Asegúrese de que la impresora es estable
No sólo es importante el estado de la impresora, sino también su instalación. Si la superficie es irregular o se tambalea, las vibraciones de la impresora y el soporte, juntos o por separado, también pueden afectar a la calidad de la impresión. Si la impresora “cabalga” sobre la superficie, puedes instalar pies amortiguadores o una alfombra de goma sobre ella. Otra opción es reducir la velocidad y la aceleración de la impresión.


Un ejemplo de pies de amortiguación sencillos para un perfil extruido. Foto de Thingiverse.com.
Paso 4: Ajustar la velocidad, la aceleración y las sacudidas
Los defectos de impresión pueden producirse debido a los ajustes de velocidad de la impresora. Hablemos brevemente de lo que es responsable cada parámetro:
Velocidad (Speed, Velocity)

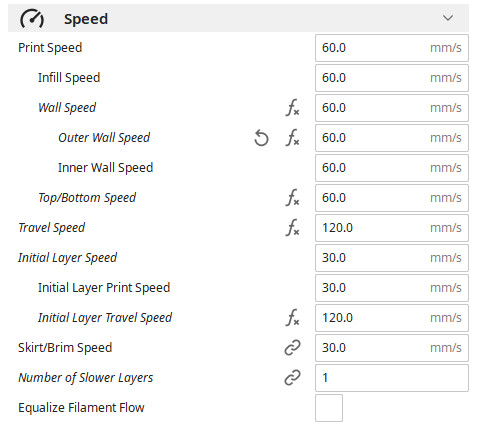
Configuración de la velocidad de impresión en Cura.
El parámetro Velocidad se refiere a la velocidad de movimiento de las piezas en movimiento. La velocidad se mide en mm/s.
Aceleración


Ajustes de aceleración en Cura (situados en la pestaña Velocidad, debajo de la velocidad)
La aceleración determina la intensidad del aumento o la disminución de la velocidad, es decir, la aceleración o la desaceleración. Por ejemplo, 1000 mm/s2 significa que en un segundo la velocidad puede aumentar en 1000 mm/s.
Jerk


Ajustes de Jerk en Cura (ubicados en la pestaña Velocidad, debajo de las aceleraciones).
Jerk especifica el cambio máximo de velocidad (de 0mm/s a la velocidad especificada) que la impresora puede ir a la velocidad definida en el ajuste jerk sin adherirse a la velocidad de aceleración.
El cambio absoluto de velocidad (considerando ambos ejes), desde el final del frenado hasta el inicio de la aceleración, es el jerk.


En general, cuantas más sacudidas, aceleraciones y velocidades, más rápida será la impresión y mayor será la probabilidad de defectos. El valor de las sacudidas suele ser de 10-30 mm/s. Los ajustes de aceleración y sacudidas se almacenan en el firmware de la impresora, pero pueden cambiarse a través de los ajustes de la EEPROM* o utilizando un comando especial en el trabajo de impresión.
*La EEPROM es una memoria de sólo lectura y reescribible que almacena una serie de ajustes de la impresora. Algunos de los ajustes son:
- El número de micropasos del motor por milímetro de movimiento
- Los valores de calibración de la resistencia
- Velocidades máximas de movimiento, aceleraciones, etc.
Los valores típicos de aceleración para las impresoras 3D de consumo son de 500-5000 mm/s2. Cuanto mayor sea la aceleración, más rápida será la impresión y mayores serán los requisitos de rigidez y fiabilidad del diseño de la impresora.
Para determinar las aceleraciones máximas permitidas, se puede utilizar el modelo de calibración proporcionado por el plugin Calibration Shapes para Cura. Desde la versión 1.7, Cura tiene un modelo de torre de aceleración.


Añadir un modelo de prueba.


Para el modelo de prueba, es necesario añadir un script de post-procesamiento.


El script SpeedTower con los ajustes especificados aumenta la aceleración de impresión en 1000 cada 25 capas (5 mm en la capa 0.2). El valor inicial es de 2000 mm/s2.


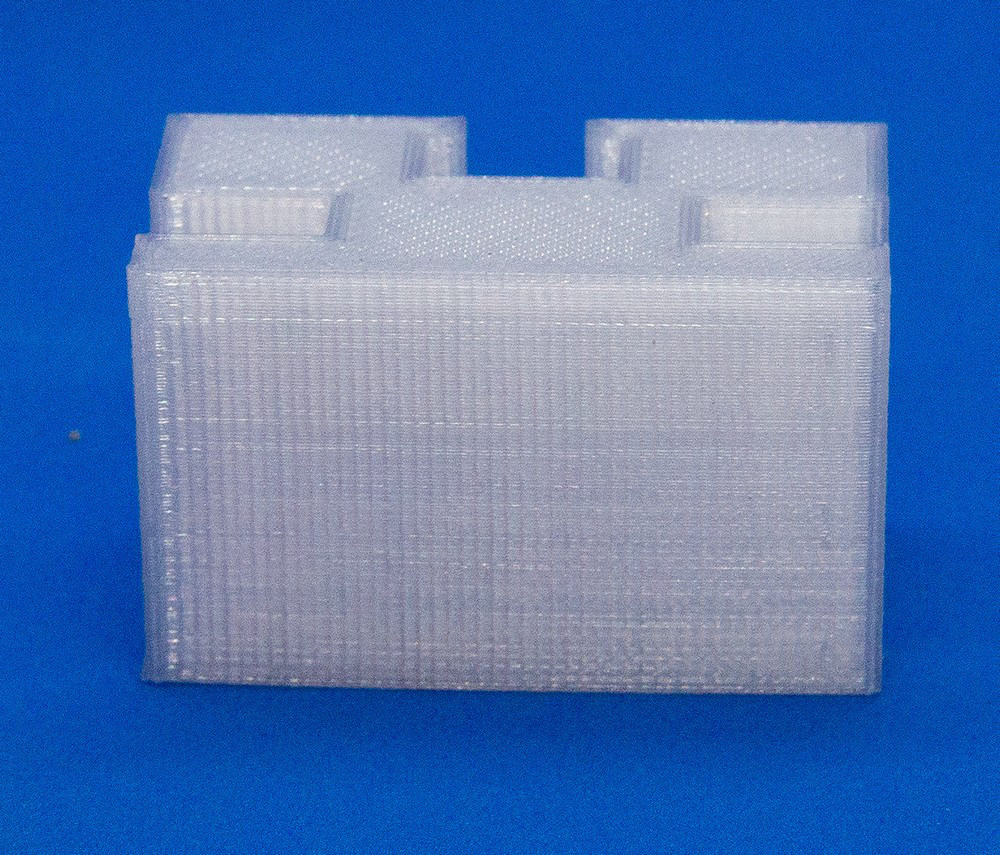
El aumento de la aceleración de la impresión debe hacerse con precaución. En este caso, el Kingroon KP3S falló a 7000 mm/s2, lo que hizo que la impresión se desplazara a lo largo del eje Y.


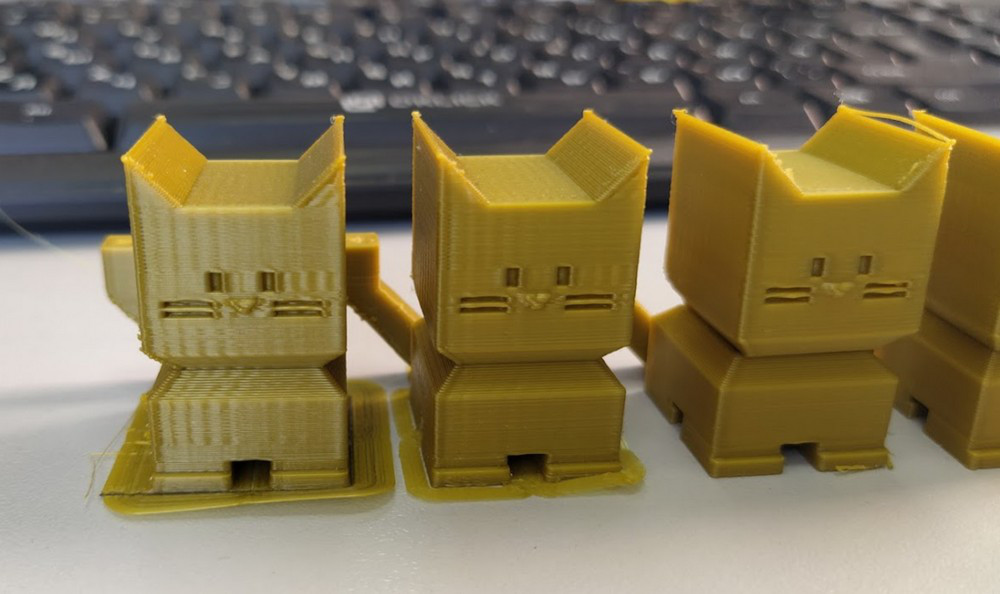
Si se extrapola a otras velocidades de impresión, el patrón de ondulación seguirá siendo similar en intensidad. Sin embargo, a una velocidad más baja el área de defectos será más corta, y a una velocidad más alta será más larga.


Los ajustes para las sacudidas y las aceleraciones son los mismos. De izquierda a derecha: 30 mm/s – ondulaciones poco visibles, 60 mm/s – ondulaciones notables, 90 mm/s – ondulaciones significativas.
Paso 5. Guardar la configuración
Los ajustes de aceleración y tirón en Cura se aplican directamente al trabajo que se está preparando. Una vez determinados los valores óptimos de estos parámetros, es aconsejable escribirlos en la memoria permanente de la impresora. Si la impresora está equipada con una pantalla gráfica monocromática (por ejemplo, la versión básica de Ender-3), el menú contiene los ajustes de aceleración y tirón: Control -> Movimiento l -> Aceleración y Control l ->Movimiento l -> Jerk.
Después de cambiar estos parámetros, debe guardar: Control l ->Guardar configuración.

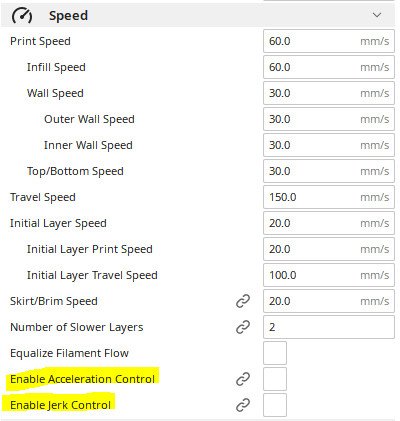
Si se utilizan los valores de aceleración y sacudida de la memoria de la impresora, el control se desactiva en la cortadora
Cada vez más, las pantallas táctiles gráficas habituales suelen carecer de la capacidad de ajuste fino de la impresora. En tal caso, existen dos opciones alternativas para registrar los valores de las aceleraciones y las sacudidas en la memoria permanente.
La primera opción es generar manualmente un código de control. Para ello, utilizando un simple editor de texto como el Bloc de notas estándar de Windows, cree un documento de texto, ponga los comandos en él, cambie la extensión del archivo a .gcode, escriba el archivo en una tarjeta de memoria e imprímalo.


A continuación, escriba estos comandos de control en el documento de texto que ha abierto:
M204 X3000 Y3000
M205 X30 Y30
M500
Finalmente, guarda el archivo cambiando su extensión a .gcode en lugar de la predeterminada .txt
El primer comando es para establecer las aceleraciones a 3000 mm/s² para los ejes X e Y. El segundo comando es para establecer las sacudidas a 30 mm/s respectivamente. El tercero es para escribir en la memoria. La impresión de este archivo de código G hará que los ajustes especificados se almacenen en la memoria permanente de la impresora. Después de ejecutar este archivo, todos los trabajos de impresión lanzados posteriormente se ejecutarán con los ajustes de velocidad, aceleración y tirones especificados.
La segunda opción es insertar estos comandos en el código de inicio de la cortadora para que se apliquen antes de que se imprima el siguiente trabajo.

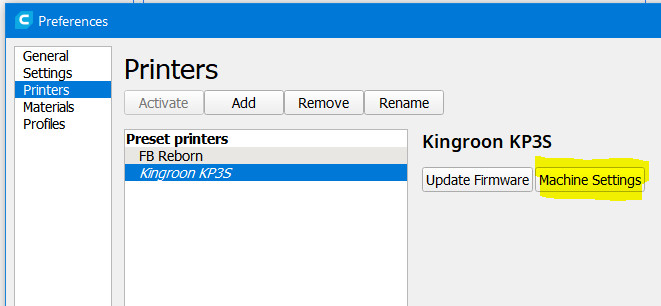
Preferencias – Configurar Cura – Impresoras – Configuración de la máquina.

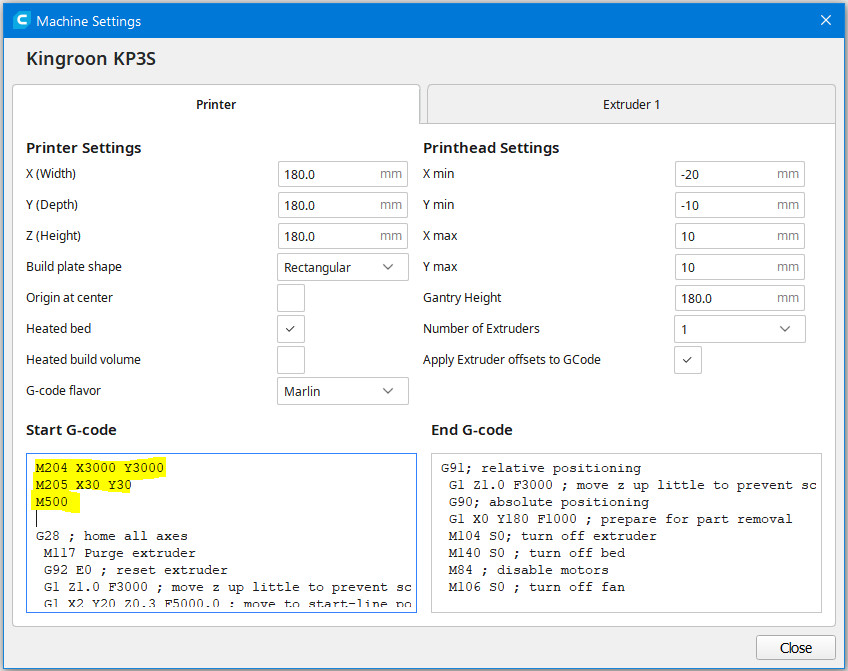
Inserción de comandos de control en el código de inicio del slicer.


Antes de preparar la siguiente tarea, es aconsejable devolver el código de inicio a su estado original.
Otra ondulación

Ondulaciones uniformes, en este caso causadas por un cinturón demasiado apretado.
Hay otro defecto de impresión similar al descrito. La principal diferencia es que las ondas verticales son rectas. No siguen los contornos de los agujeros y las partes salientes de la pieza. Además, las ondas se distribuyen uniformemente por las superficies verticales, en lugar de concentrarse en lugares donde cambia la dirección del movimiento.
Las causas de las ondulaciones constantes son la tensión excesiva de las correas y la mala calidad de las poleas y los motores. Si las ondulaciones son desiguales pero intermitentes, esto puede indicar que las guías, los cojinetes lineales o los rodillos están desgastados o dañados, dependiendo del diseño de la impresora.
Conclusión
Un defecto en forma de ondulaciones (ringing, ghosting, rippling), claramente visible incluso en superficies verticales, suele deberse a las vibraciones mecánicas de las piezas de la impresora. Para combatir las ondulaciones, compruebe el estado de las sujeciones de la impresora y la tensión de las correas. Además, ajuste la velocidad, las aceleraciones y las sacudidas.
Es aconsejable seleccionar los parámetros óptimos imprimiendo modelos de prueba. Los valores resultantes pueden utilizarse en los ajustes de la cortadora o almacenarse en la memoria permanente de la impresora.
Esperamos que nuestro artículo le haya ayudado a saber cómo arreglar las ondulaciones en la impresión 3D.

