

¿Artesanías escandalosamente caras o molestas? Eso era antes. Ahora hay buenas impresoras 3D para modelistas, principiantes y aficionados por un precio justo.
Quien piense que la impresión en 3D funciona como la función de impresión de Word está adelantado. Encontrar la impresora adecuada, buscar o diseñar modelos y prepararlos de forma que salga un resultado bonito -o al menos utilizable- sigue siendo un tema complejo.
Este artículo aparece en nuestro mundo temático de impresoras 3D . Allí encontrará pruebas individuales de dispositivos tales como la impresora de nivel de entrada Flashforge Adventurer 3 (informe de prueba) o la impresora de resina barata Creality Halot One (informe de prueba) . Ambas impresoras nos sorprendieron en las pruebas con una muy buena relación calidad-precio. También puedes encontrar guías como las 15 impresoras 3D más baratas o nuestra prueba comparativa de 5 filamentos arco iris (PLA) .
En este artículo nos adentramos en los aspectos básicos más importantes y en las técnicas de impresión en general y mostramos lo que es necesario para obtener un resultado de impresión satisfactorio.
fundamentos
Todas las impresoras 3D domésticas construyen objetos capa a capa. El proceso comienza siempre con el modelo 3D real, la plantilla de impresión. Este archivo, normalmente en formato STL, lo dibuja uno mismo con un programa CAD o se descarga de una de las innumerables bases de datos en línea.
Por desgracia, imprimir un objeto sin más no es posible. Las impresoras esperan que los modelos se editen previamente utilizando software de corte. Se dividen en finas capas bidimensionales que se apilan unas sobre otras. Dependiendo de la configuración, la resolución de la impresión es mejor o peor, y la velocidad de impresión también depende de ello. Lo que debe ser bonito tarda más; las piezas funcionales ocultas van más rápido. Dependiendo del material y de los requisitos, hay que realizar los ajustes adecuados. Así se crea el trabajo de impresión en un lenguaje de máquina (GCode) que la impresora puede utilizar. La transferencia se realiza a través de WLAN, cable USB, lápiz USB o tarjeta de memoria.
tipos de impresora
La mayoría de las impresoras 3D baratas -por cierto, al principio- funcionan según el proceso FDM (modelado por deposición fundida). El filamento de plástico se funde y se apila uno encima de otro en la plataforma de impresión. A continuación, se crea el objeto deseado a partir de las capas individuales. En cambio, las impresoras DLP o de resina trabajan con resina sintética líquida, que se endurece por capas bajo la luz ultravioleta. Mediante un panel LCD o un chip DLP, sólo se expone la zona adecuada para la capa actual. También en este caso, nada funciona sin software: si un objeto debe imprimirse sólido, semisólido o hueco, cómo debe crearse o qué tamaño tiene se ajusta de antemano y se envía a la impresora. En ambos casos, una configuración incorrecta puede provocar resultados de impresión catastróficos.
Ambos tipos de procedimientos requieren mucho tiempo. Un proceso de impresión puede durar fácilmente varias horas. Mientras que las impresiones de unos pocos centímetros de tamaño están listas al cabo de una a cuatro horas, los objetos grandes necesitan a veces varios días, por lo que resulta aún más molesto cuando algo sale mal debido a unos ajustes incorrectos.
Además de las dimensiones, el material utilizado y la resolución de impresión también desempeñan un papel importante en la duración. Sin embargo, hay una diferencia que hay que mencionar aquí. Con las impresoras de resina, el tiempo de impresión sólo depende de la altura del objeto. Las dimensiones en los ejes x e y son irrelevantes. Así que no importa si, por ejemplo, sólo hay una pieza de ajedrez o si toda la plancha de impresión está llena de piezas idénticas o diferentes. Con las impresoras FDM, los tres ejes afectan al tiempo de impresión. En la práctica, esto significa que cuatro piezas de ajedrez también tardan unas cuatro veces más que una.
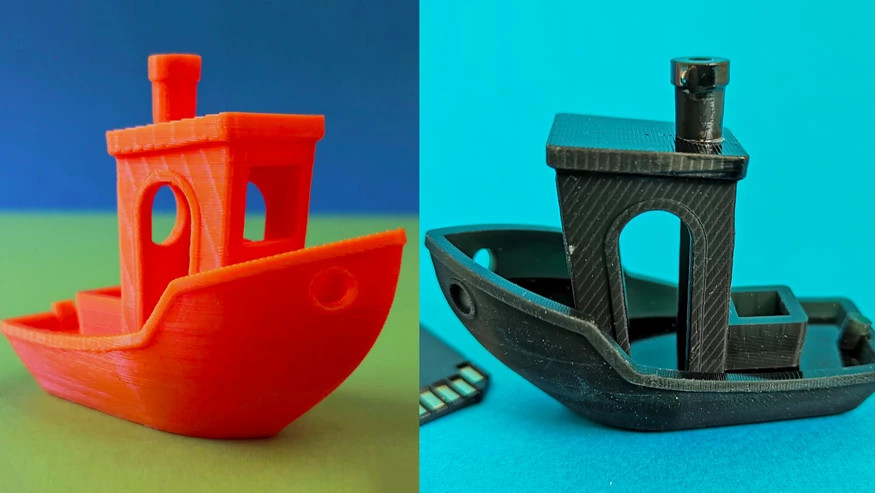
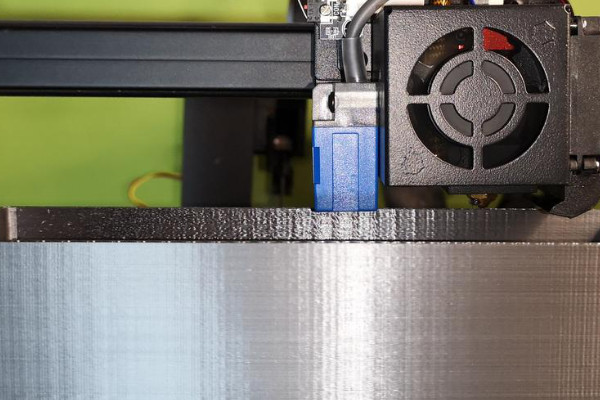
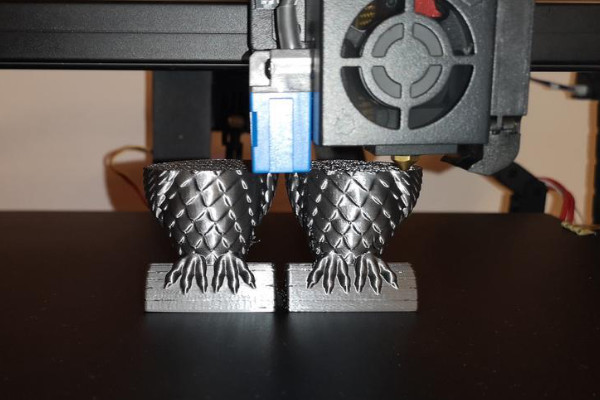
A la izquierda, una impresión realizada con filamento con un grosor de capa de 0,2 mm. A la derecha, la impresión DLP con un grosor de capa de 0,05 mm.
En general, las impresoras FDM son más baratas, están más extendidas y permiten imprimir objetos más grandes. El grosor de capa habitual con el que se construyen las impresiones es de 0,1 mm a 0,4 mm; cuanto más, menor es la resolución; entonces se pueden ver las capas a simple vista. El espacio de construcción de la mayoría de los modelos acabados oscila entre 20 x 20 x 20 y 30 x 30 x 40 cm; pero también hay modelos más pequeños y más grandes. Si la mecánica de la impresora está bien pensada y construida, sólo es necesario calibrar periódicamente la plataforma de impresión entre los procesos de impresión. Los productos impresos pueden cargarse completamente después de enfriarse. Estas impresoras están disponibles totalmente montadas, como la Qidi X-Plus (informe de prueba) o en forma de kit. Mientras que algunos de estos kits -como el Tronxy x5SA Pro (reseña)– constan de muchas piezas individuales, otros modelos, como el Anet ET5 Pro (informe de prueba) , se entregan al cliente prácticamente premontados.
Las impresoras DLP trabajan con mucha más precisión con espesores de capa de entre 0,01 y 0,05 mm, pero también son más caras, tanto en términos de compra como de consumibles. Las dimensiones máximas de impresión de impresoras como la Elegoo Mars (informe de pruebas)sólo son de 12 x 16 x 7 cm. Aunque ahora existen impresoras DLP con un mayor espacio de instalación, son significativamente más pequeñas en comparación con las impresoras FDM. Las impresoras de resina están todas premontadas y listas para el primer uso por parte del comprador. Un aspecto importante de la impresión con resina líquida es el aumento general de la cantidad de trabajo necesario. Tras el proceso de impresión, los productos impresos deben limpiarse y poscurarse en un laborioso proceso. Además, es obligatorio llevar guantes y mascarilla, ya que los productos químicos utilizados no están exentos de problemas. Las cámaras especiales de lavado y curado UV, como la estación Anycubic Wash&Cure (informe de pruebas), facilitan el postprocesado.
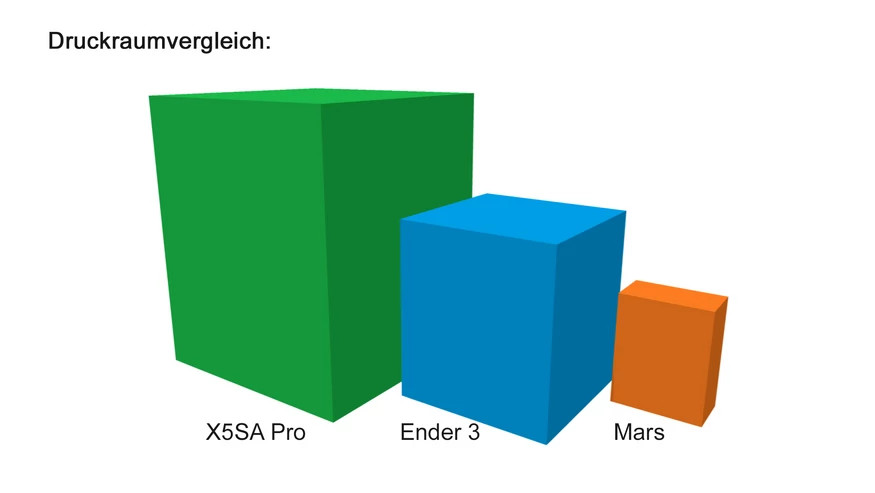
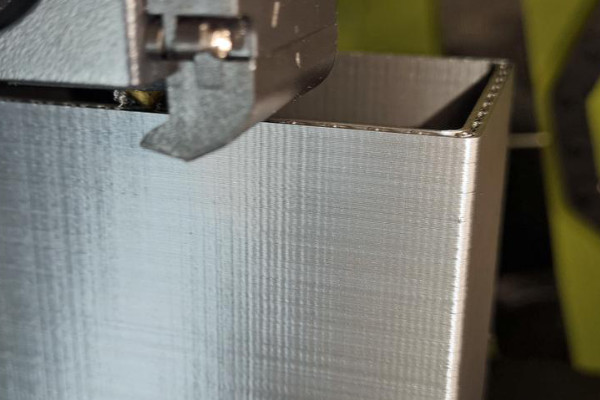
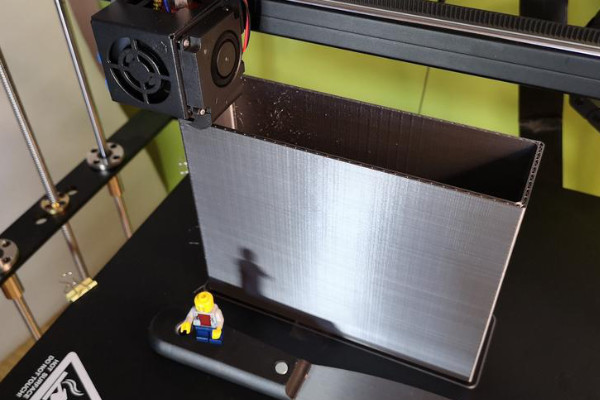
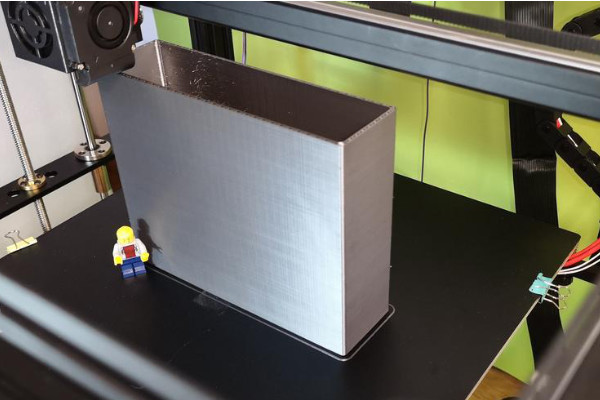
A la izquierda y en el centro, el espacio de construcción de las impresoras FDM. A la derecha, el tamaño máximo de impresión de una impresora de resina barata.
Ambos métodos de impresión tienen sus ventajas e inconvenientes. Por ejemplo, si quieres imprimir modelos grandes de una sola vez, no puedes evitar una impresora FDM. Por otro lado, cuando se trata de máxima precisión y un grosor de capa apenas reconocible, las impresoras DLP son el camino a seguir. Te explicamos más detalles en el artículo Resina UV o filamento plástico: Impresora 3D en comparación . Lo siguiente se aplica a ambos métodos: Solo puedes obtener buenos resultados con los ajustes de impresión adecuados y una plataforma de impresión calibrada con precisión.
Diferencias entre impresoras de resina
Las impresoras de resina se diferencian principalmente por los distintos tamaños de las cámaras de impresión y el tipo de exposición. Siempre se utiliza una potente fuente de luz UV para el curado. Para determinar dónde tiene lugar la exposición, se colocan pantallas de alta resolución entre el depósito de resina y la fuente de luz. Se utilizan pantallas RGB o monocromas. La variante con pantalla monocroma es algo más cara, como el Anycubic Mono X (informe de prueba) o el dispositivo básico Creality Halot One (informe de prueba). Éste es mucho más duradero y permite tiempos de exposición significativamente más cortos. Los modelos más baratos, como el Anycubic Photon (informe de prueba), se basan en las pantallas en color más baratas. Muy nuevas en el mercado -y hasta ahora sólo disponibles en dosis homeopáticas- son las verdaderas impresoras DLP, en las que la luz ultravioleta se dirige al punto deseado a través de decenas de miles de diminutos espejos, donde luego se endurece la resina. Este año esperamos algunos productos asequibles que probablemente sean más rápidos que los dispositivos con panel LCD, consuman menos energía, sean más silenciosos y produzcan menos olores.
Diferencias Impresora FDM
Además del tamaño del espacio de instalación, las impresoras de filamento se diferencian principalmente en el equipamiento especial, como una carcasa cerrada o sensores adicionales (por ejemplo, para la detección de filamento) y en la estructura básica de la impresora. Las más comunes aquí son las impresoras 3D cartesianas, las llamadas empujadoras de bancada como la Artillery Hornet (informe de prueba) y los dispositivos en diseño de núcleo XY. Las primeras se llaman así porque la cama de impresión se mueve a lo largo del eje y, mientras que el cabezal de impresión es responsable de los movimientos a lo largo de los ejes x y z. Las impresoras de núcleo XY, como la Creality Ender 5 Pro (informe de prueba) , son un poco más estables, pero más caras y más grandes. Aquí el cabezal de impresión se mueve en los ejes x e y. La cama de impresión es responsable de los movimientos en altura, en el eje z.
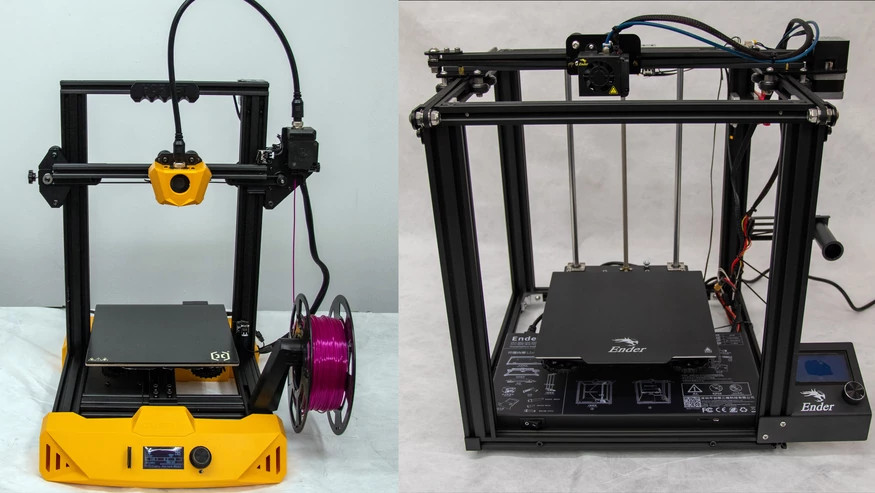
Empujador de camas vs XY-Core (Artillery Hornet y Creality Ender 5 Pro) Imagen: TechStage.de
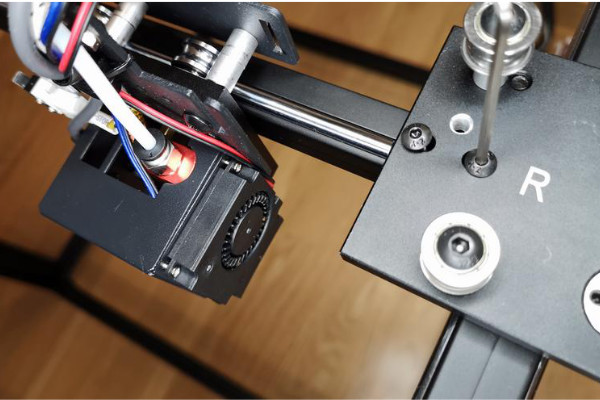
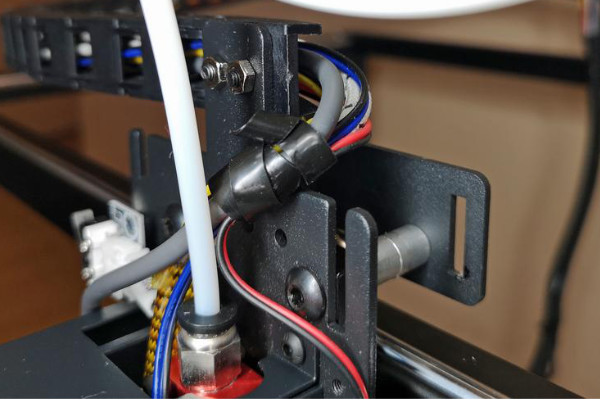
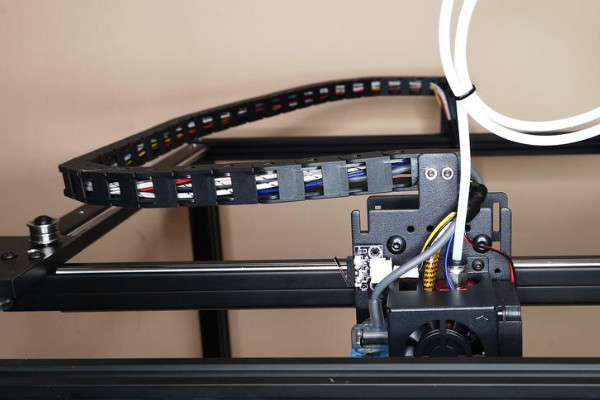
Pero, ¿qué construcción resulta mejor en el segmento de precio más bajo? Para ello comparamos dos pesos ligeros técnico-preciosos que hemos probado recientemente. La Artillery Hornet (informe de prueba) con su innovador cable y guía de filamento y la Creality Ender 5 Pro (informe de prueba) , el hermano mayor de una de las impresoras 3D más exitosas y extendidas de la historia, la Ender 3 (informe de prueba) .
La compacta Artillery Hornet tiene una cámara de presión de 220 x 220 x 250 mm. El fabricante especifica una velocidad de impresión de 100 mm/s, pero recomienda entre 30 y 60 mm/s. Puede adquirir el aparato por entre 150 y 180 euros. La Ender 5 Pro, bastante más grande, tiene un área de impresión de 220 x 220 x 300 mm. Creality declara una velocidad de impresión de hasta 180 mm/s, pero recomienda de 60 a 80 mm/s. En la comparación de precios, el núcleo XY cuesta alrededor de 285 euros.
En nuestra primera prueba comparativa, agotamos por completo toda la altura de impresión de ambas impresoras y llevamos la velocidad al límite. La Artillery lo hizo muy bien a 100 mm/s. La impresora tampoco sonaba acústicamente como si estuviera al límite de su carga. Con una modificación del firmware seguramente se le podría sacar más partido.
La Ender 5 Pro realmente tuvo problemas a 180 mm/s, por lo que la presión fue de moderada a buena. Se observaron graves distorsiones y una superficie muy sucia en el exterior de los objetos impresos. Los defectos eran especialmente visibles en el lado opuesto al montaje en Z y en el lado de la refrigeración de los componentes. Las vibraciones allí son probablemente demasiado altas para las velocidades rápidas. El motivo es la falta de un segundo husillo Z en la bancada de impresión. Sin embargo, esto puede ser reequipado si es necesario. Más información sobre el mod está disponible en Youtube .
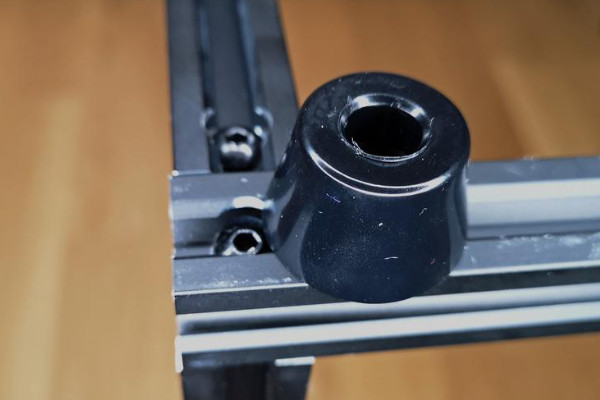
En una segunda prueba, imprimimos cinco litofotos a 60 mm/s. Se trata de la impresión en 3D de fotos, que luego se iluminan por detrás. En el sitio web de Itslitho hay más información, tutoriales y una herramienta en línea para crear fotos en formato JPG. El Artillery Hornet nos sorprendió aquí de repente con una fuga térmica. Se oyó un pitido como de alarma de incendios y la impresión se detuvo. Lo que parece desagradable al principio también puede considerarse positivo, ya que esta función del firmware reconoce los termistores defectuosos, las roturas de cable y las líneas humeantes y apaga la impresora, evitando así que ocurran cosas peores. Nuestro problema concreto fue únicamente la nueva guía de filamento al hotend. El tapón de rosca se aflojó durante los procesos de impresión anteriores debido a la rigidez de la manguera y al final dejó de tener contacto con la electrónica del hotend. Lo sujetamos temporalmente con una cinta de teflón. Además, la impresora tiene problemas con mangueras de filamento muy dobladas. Debido a la construcción, el problema se produce en el borde derecho de la cama de impresión.
La Ender 5 Pro, en cambio, imprimió toda la litofanía sin problemas y de forma muy limpia. Pero tuvimos un bloqueo en la boquilla en dos ocasiones. En una ocasión se debió a que la guía del extrusor estaba demasiado apretada. El segundo atasco todavía nos irrita un poco. Sospechamos que la fuerte curvatura de la manguera Bowden relacionada con el diseño y nuestra configuración de retracción no ajustada provocaron el bloqueo de la boquilla. Aquí tienes un enlace sobre la limpieza del hotend y su correcto montaje para que esto no ocurra demasiado a menudo.
Ahora llegamos a la conclusión de nuestra comparación. La Artillery puede imprimir tan bien como la Ender 5 Pro a la velocidad adecuada, tiene 50 mm menos de altura de construcción y cuesta 120 euros menos. La Artillery también nos parece un poco menos mantenimiento, ya que las boquillas obstruidas de la Ender 5 Pro ya han costado mucho tiempo. La Ender 5 Pro puede reanudar la impresión después de un corte de corriente, trabaja más rápido y tiene un poco más de espacio.
Con las impresoras 3D baratas, con una diferencia de precio de más de 100 euros y un proceso de impresión y montaje sin problemas en general, tendemos más al sistema cartesiano de las impresoras 3D, es decir, a los empujadores de la cama.
Esto puede parecer bastante diferente en la gama media de precios con espacios de instalación más grandes de 300 x 300 x 400 mm. Allí esperamos una tendencia positiva hacia las impresoras de núcleo XY, más caras pero más estables debido a la mayor altura. En el segmento barato, sin embargo, los empujadores de bancada llevan actualmente la delantera. A continuación se realizarán pruebas prácticas de comparación con impresoras de mayor tamaño.
Plantillas y software de impresión 3D
Si desea dibujar usted mismo su pieza impresa desde cero, necesita un software CAD como el gratuito FreeCAD o theFusion360 , que pueden utilizarse al menos en parte de forma gratuita, o la herramienta en línea Thinkercad . A continuación, el modelo acabado se exporta como archivo STL para su posterior procesamiento. Sin embargo, el manejo de estos programas de dibujo técnico no es trivial y requiere mucho tiempo de formación.
Por ello, las innumerables plantillas de impresión gratuitas de bases de datos en línea como Thingiverse o Myminifactory son ideales para iniciarse en la impresión 3D. Además del trabajo creativo, hay innumerables piezas funcionales útiles para el hogar y el hobby. Aquí se puede encontrar casi de todo, desde recambios para coches, soportes para móviles y topes para puertas hasta el paquete completo de accesorios para cámaras de acción. Además, ahora hay algunas opciones para personalizar ciertas cosas uno mismo utilizando el configurador en línea. Además de la etiqueta personalizada con el nombre, también hay cosas más complejas, como las pantallas de lámparas diseñadas por uno mismo, que pueden realizarse en cuestión de minutos, incluso para los más profanos. Ahora sólo hay que preparar los objetos. Mostramos enlaces concretos a tales ofertas en la guía de archivos STL gratuitos: Plantillas gratuitas para la impresora 3D .
El software de corte necesario para procesar los datos 3D depende de la impresora utilizada. Mientras que unos pocos fabricantes, como xyz-Printing o Nova3d , confían en su propio software y formatos de archivo, la gran mayoría de los dispositivos funcionan con software libre o de código abierto y formatos estándar que están disponibles de forma gratuita. Algunos fabricantes como Tronxy o Flashforge tienen su propio software de corte, pero son totalmente compatibles con otros programas. En el ámbito de los procesos de impresión FDM, Cura es el más extendido; la solución más conocida para las impresoras de resina es Chitubox. Las mayores ventajas de estos dos programas gratuitos son la enorme comunidad y la buena funcionalidad en combinación con una enorme selección de ajustes.
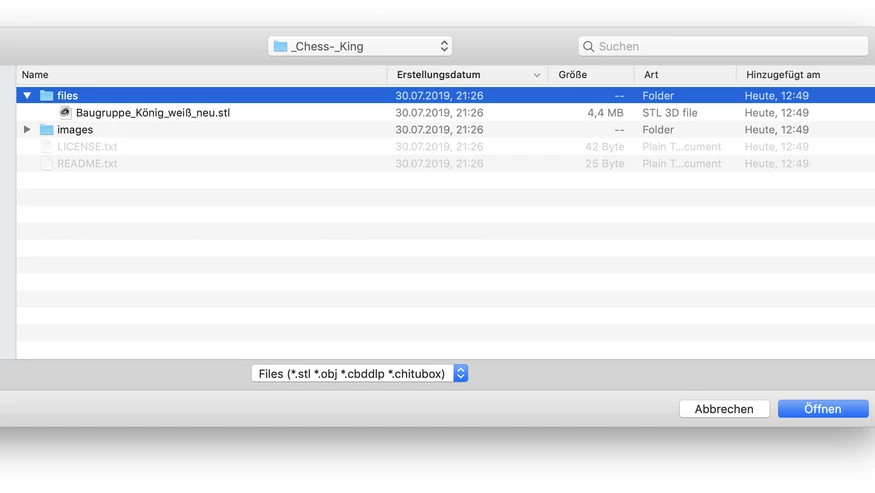
La siguiente serie de imágenes muestra un ejemplo de conversión de un archivo STL a un formato compatible con la impresora.
Primero se necesita un objeto 3D. Hay innumerables plantillas gratuitas en línea.
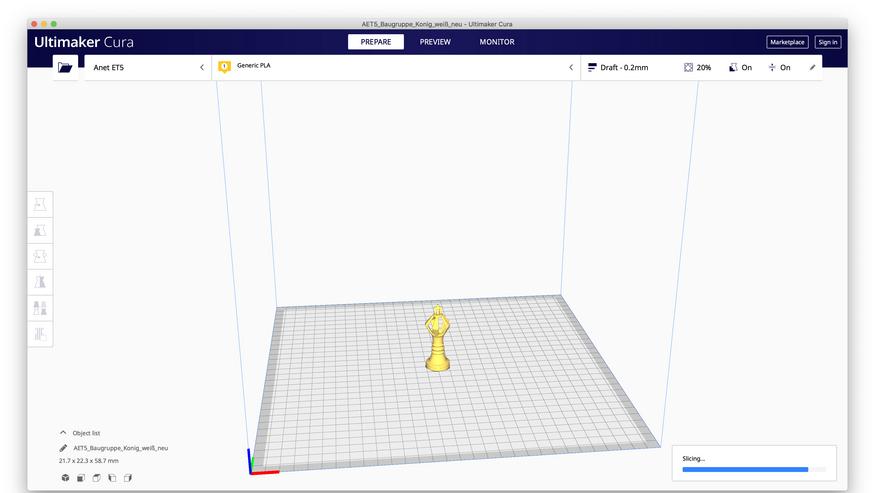
La pieza de ajedrez se coloca automáticamente en la plataforma de impresión. Aquí en Cura.
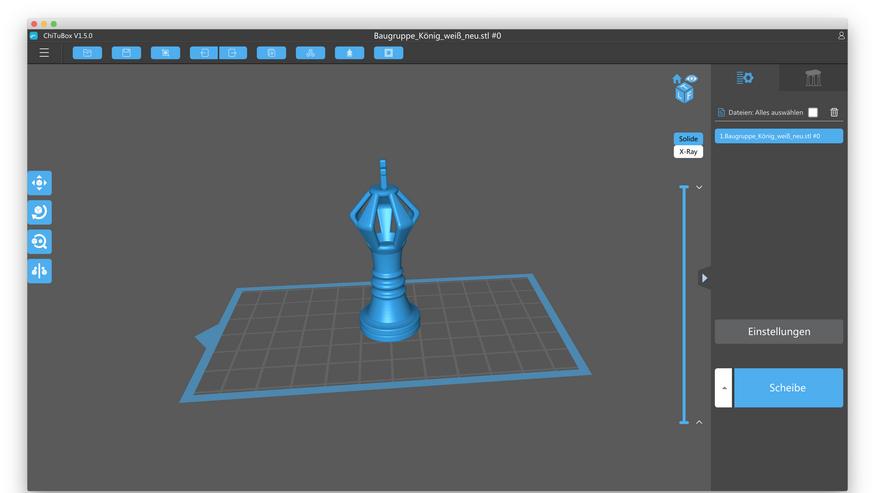
La pieza de ajedrez se coloca automáticamente en la plataforma de impresión. Aquí en Chitubox.
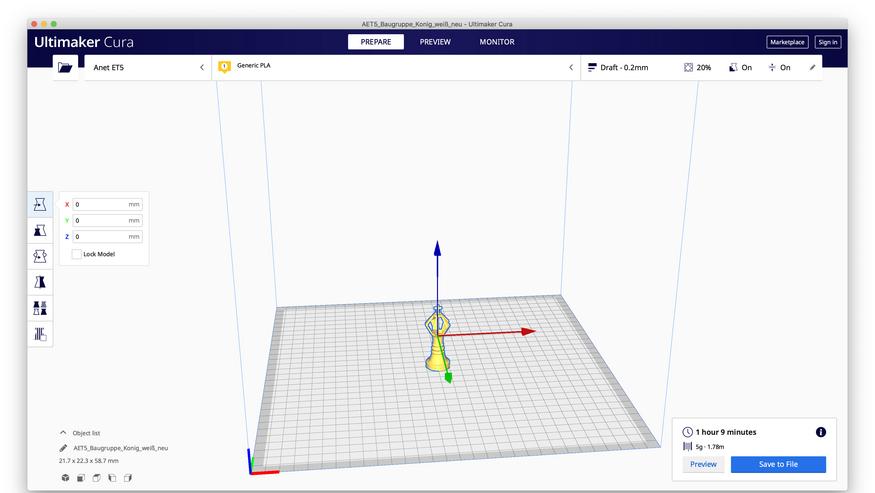
El objeto se puede mover en la plataforma. (cura)
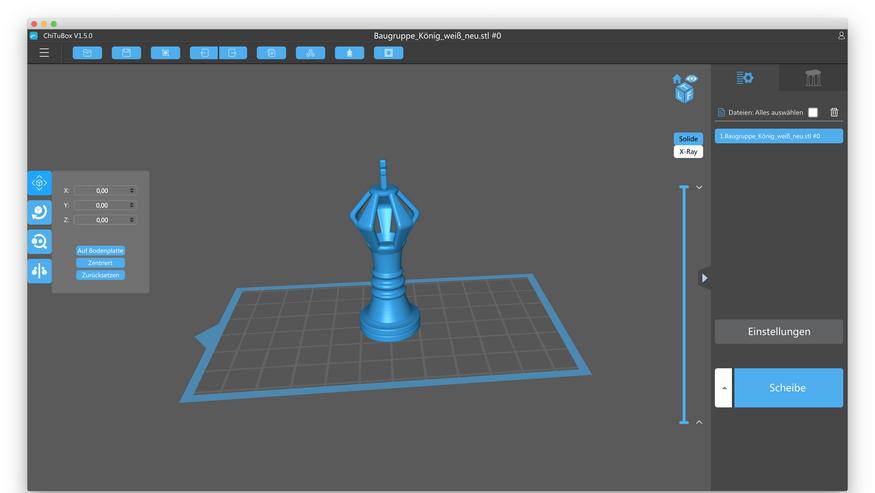
La posición del objeto también se puede ajustar con Chitubox.
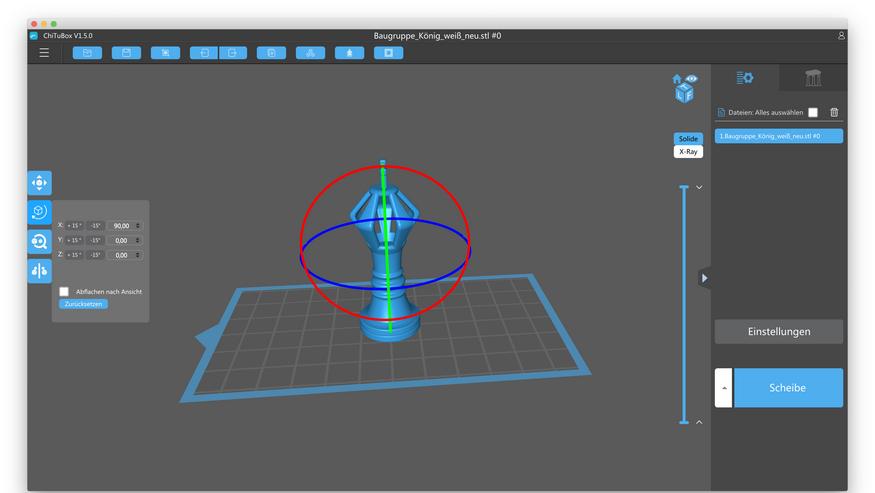
También se puede cambiar el ángulo o el tamaño del objeto (aquí en Chitubox).
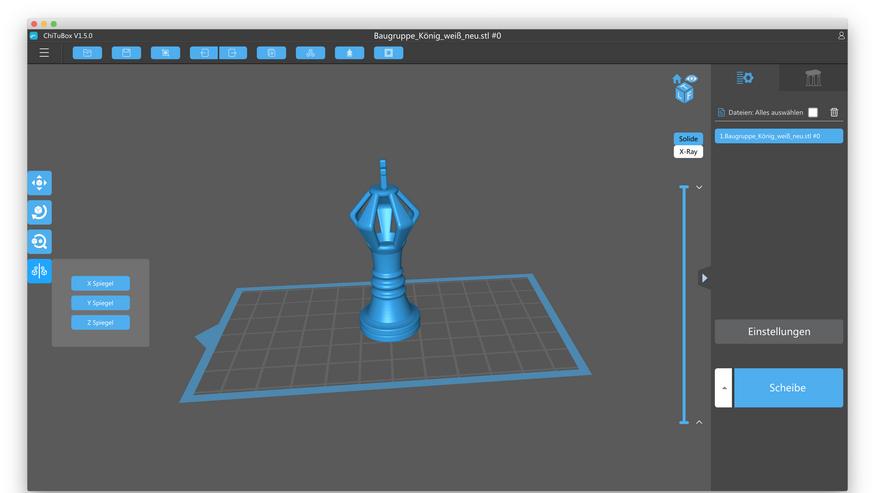
El reflejo de objetos tampoco plantea problemas (aquí Chitubox).
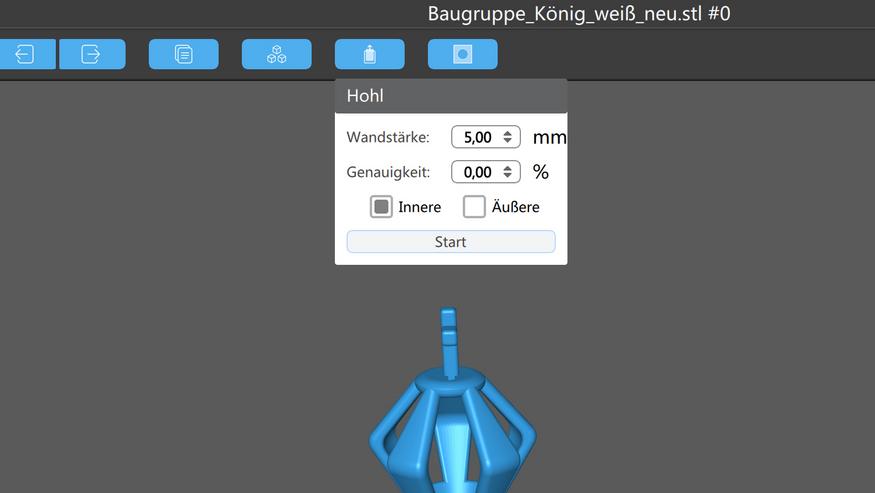
Chitubox permite ahuecar los objetos. Esto ahorra peso y resina; pero el proceso de impresión no es más rápido.
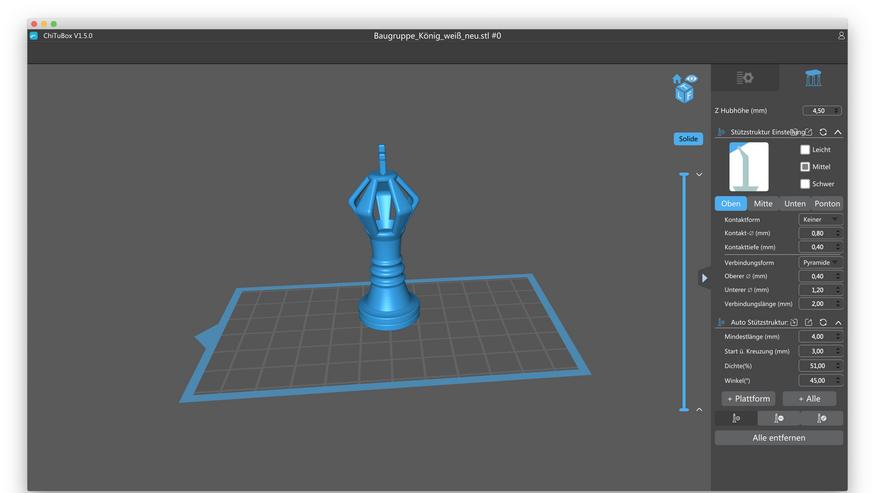
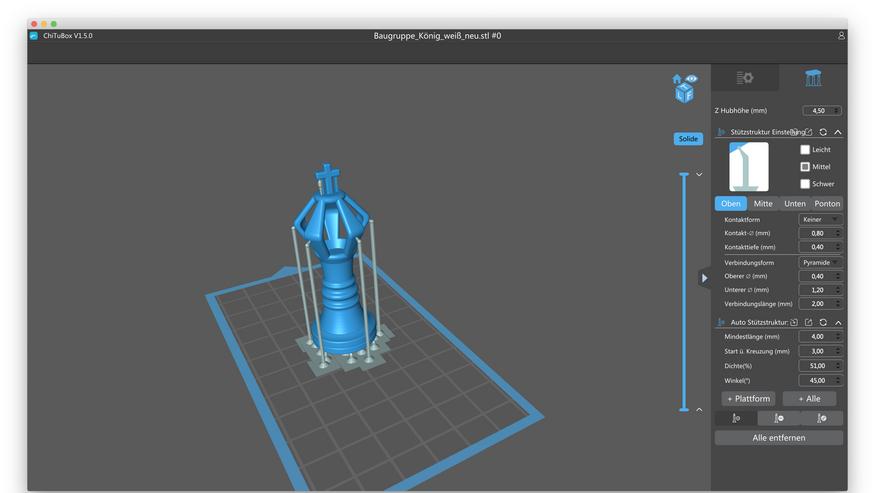
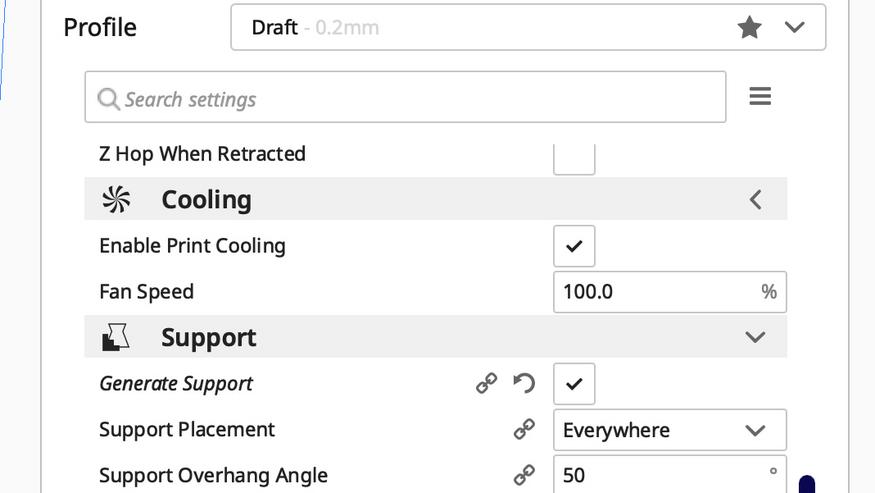
Los voladizos son compatibles con el software de corte con el denominado soporte. Las opciones de ajuste son diversas para ambos métodos de impresión. Aquí es cuestión de leer y probar.
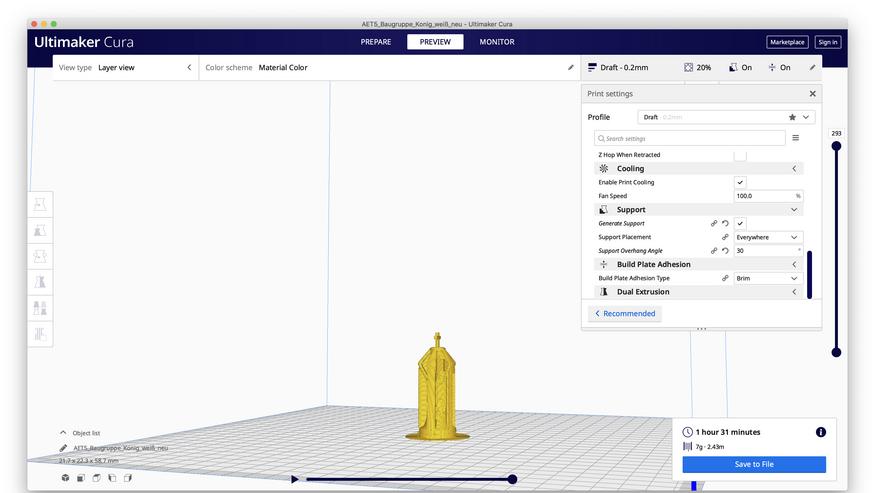
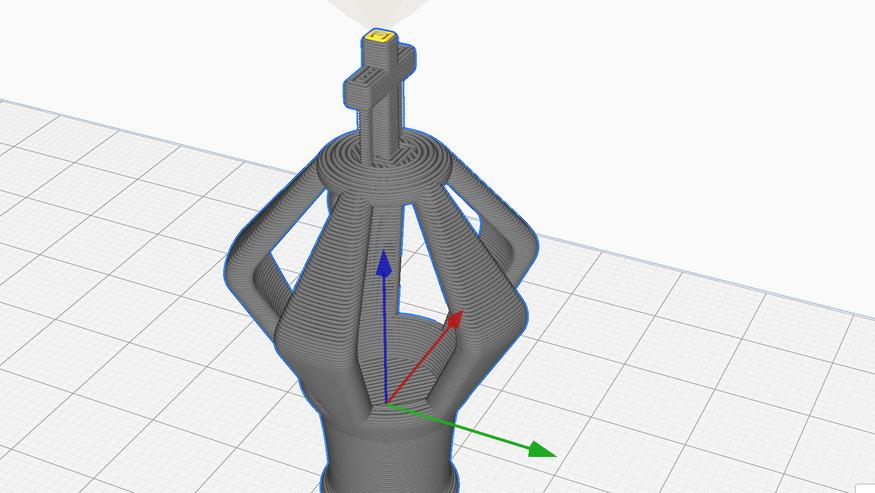
En cambio, este apoyo en Cura parece claramente exagerado.
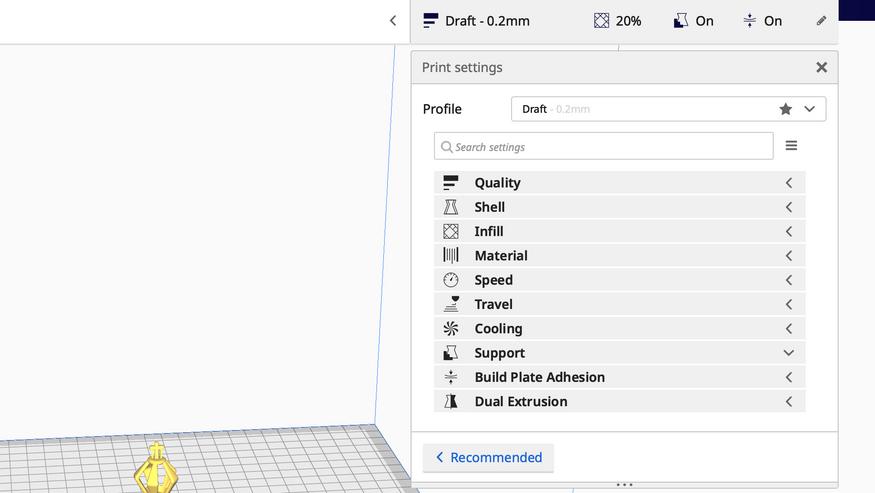
Con las impresoras de filamento, hay muchas más opciones de configuración en general.
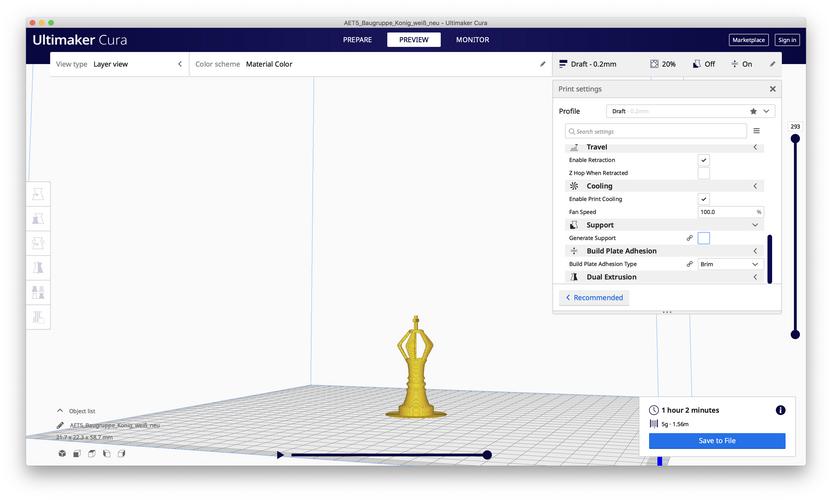
Con la impresora FDM, la potencia del ventilador, las velocidades y las tolerancias también las determina el usuario.
Los soportes para voladizos también son esenciales para la impresora FDM.
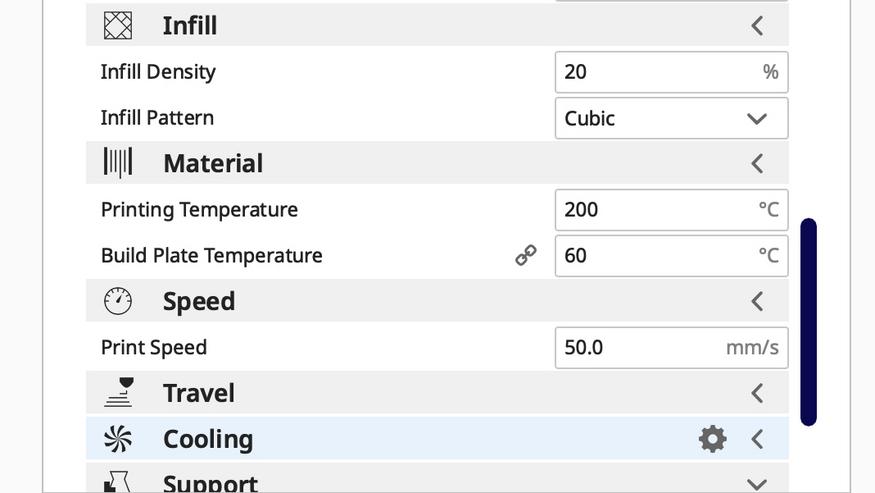
La temperatura depende del tipo de filamento.
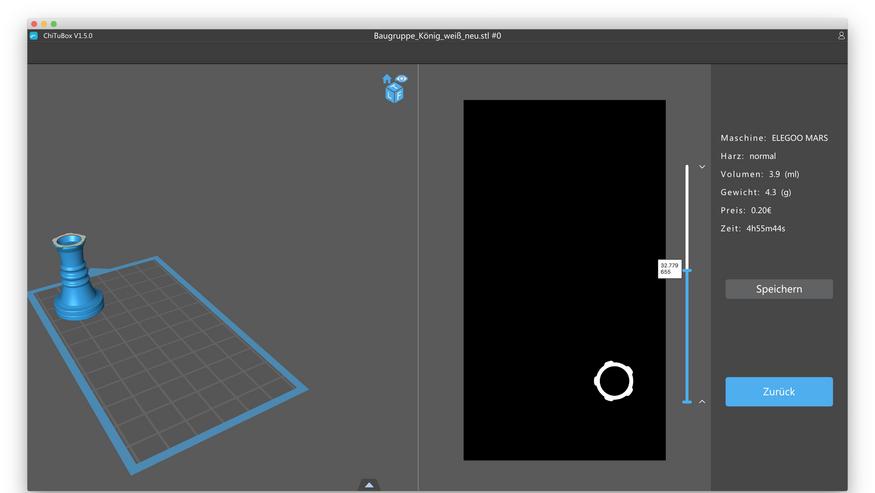
Chitubox convierte el modelo en capas individuales.
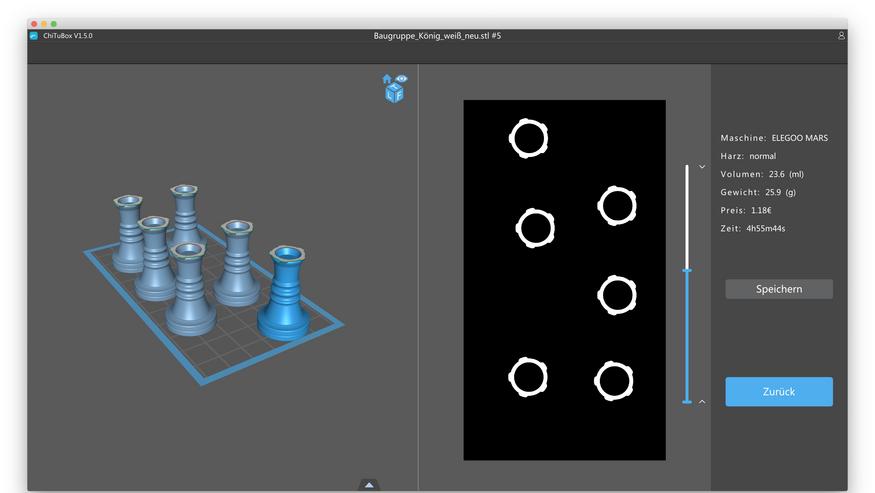
Dado que toda una capa se realiza con una sola exposición, no hay diferencia de tiempo en el número de objetos que haya en la plataforma de impresión.
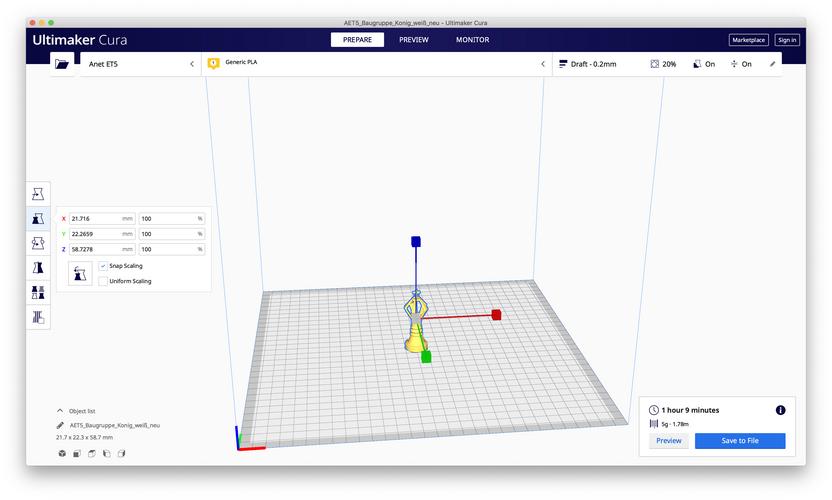
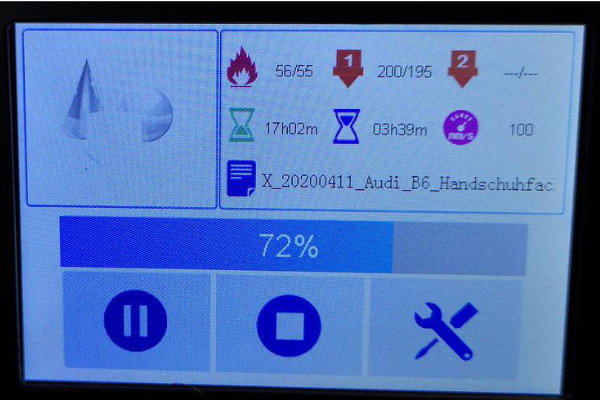
Al imprimir con filamento, el número de objetos en la plataforma desempeña un papel importante en términos de tiempo de impresión.
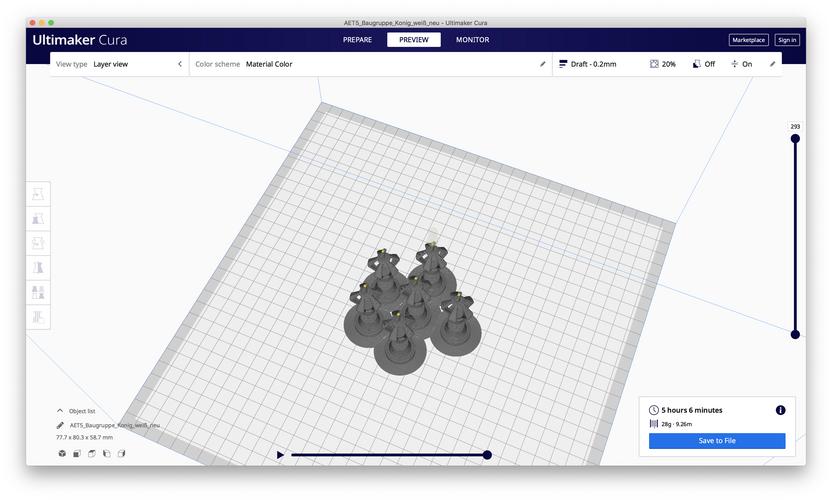
En consecuencia, el tiempo de impresión aumenta considerablemente para varios objetos.
software de corte
material de impresión
Existen diferentes materiales de impresión tanto para las impresoras FDM como para las impresoras DLP; en última instancia, siempre se trata de algún tipo de compuesto plástico. Estos diferentes materiales no sólo tienen diferentes propiedades en términos de estabilidad, peso y resistencia al calor, sino que también requieren diferentes ajustes en el software de corte.
Cuando se trata de consumibles para impresoras FDM, hay una selección muy amplia – especialmente las formas mixtas con contenido de piedra, madera o carbono son extremadamente prácticas para aplicaciones especiales. Durante el procesamiento, los filamentos difieren sobre todo en las temperaturas necesarias para el cabezal y el lecho de impresión. Mientras que algunos tipos de filamento como el PLA o el filamento de madera son relativamente fáciles de manejar, otros materiales como el ABS o el nylon requieren mucha más sensibilidad y experiencia para lograr un resultado decente. Más sobre esto en nuestras guías Impresoras 3D: Qué filamento para qué aplicación y Piedra, metal, conductivo: Filamentos exóticos para impresoras 3D .
La principal diferencia en las impresoras DLP es el tiempo de exposición de la resina, que también depende de los colores y la transparencia respectivos. Nuestra comparación de resinas muestra cómo es esto en la práctica : Cinco resinas para impresoras SLA en la prueba .
La selección de fabricantes es grande, pero la variedad de tipos diferentes es significativamente menor que con el filamento. Sin embargo, también existen formas especiales como la resina flexible (guía) , con la que se pueden imprimir estructuras similares al caucho. En definitiva, la manipulación es siempre la misma, sólo difiere el tiempo de impresión. Más información en la guía de resinas para impresoras 3D: Flexible, extra estable o lavable .
equipo
Debe disponerse de un espacio adecuado para ambos procesos de impresión. Debe tener ventilación y una temperatura ambiente media (entre 20 y 26 grados aproximadamente). El principal problema de la impresión FDM es el nivel de ruido, a veces elevado, de los ventiladores. Algunos materiales, como el ABS, también pueden tener un olor desagradable. Cuando se trabaja con impresoras de resina, lo problemático no es el volumen, sino el olor. Además, no debe hacer demasiado frío, de lo contrario surgirán problemas al imprimir con resina. Ambas tecnologías no son adecuadas para el salón o la oficina, después de todo, los procesos de impresión pueden durar varios días y son molestos desde el punto de vista acústico y olfativo.
Aparte de la impresora, el filamento y el software de corte, no se necesitan accesorios adicionales para las impresiones con FDM. Aunque tiene sentido disponer de una espátula para retirar el objeto acabado del lecho de impresión, suele estar incluida en el volumen de suministro. Las herramientas necesarias para el mantenimiento y la reparación (apriete de tornillos) también suelen estar incluidas.
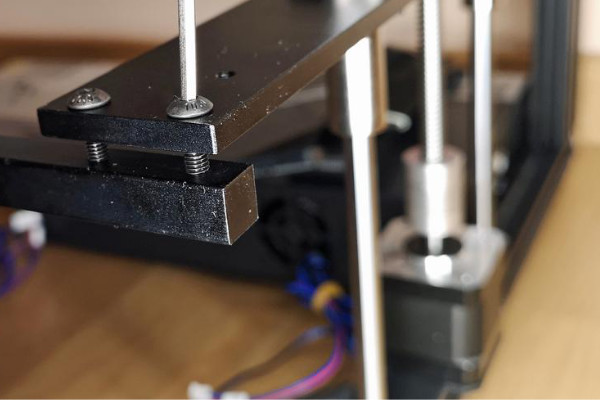
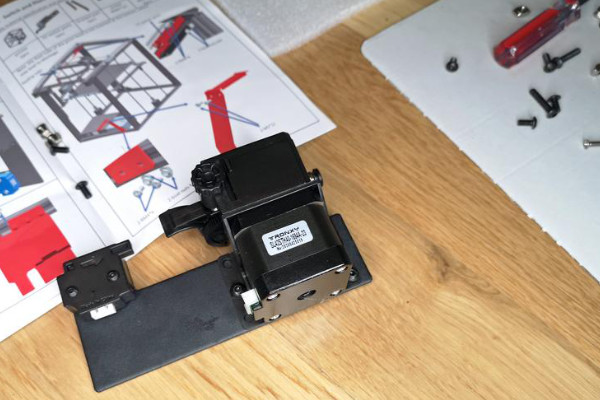
La siguiente serie de imágenes muestra el montaje de la impresora FDM Tronxy x5SA Pro.

El alcance de la entrega.

El alcance de la entrega, segunda parte.

Las piezas del bastidor están debidamente procesadas.

Los nuevos carriles guía dejan una impresión muy positiva.

El almacenamiento es muy preciso.

El contenido de la pequeña bolsa de tornillos.

El bastidor está montado.
Los pies en el fondo

Las piezas deben estar alineadas con precisión.

El armazón básico está en su sitio.
Montaje del eje X con el cabezal de impresión.
Las cadenas portacables deben atornillarse firmemente.

Los motores y los rodillos guía están atornillados al bastidor.
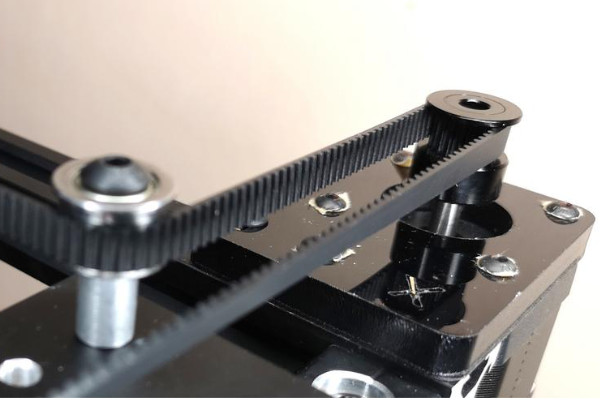
La correa debe estar suficientemente tensada, pero no demasiado.

Hay que joderse mucho.

Una segunda persona sería útil para montar los ejes Z.

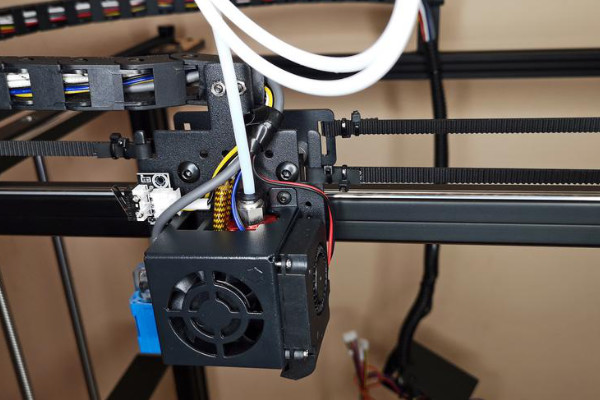
Las correas se sujetan con bridas.

La mecánica es compleja pero fiable.

Uno de los motores Z


La fuente de alimentación está atornillada en la parte inferior.

Un ángulo proporciona una buena estabilidad.
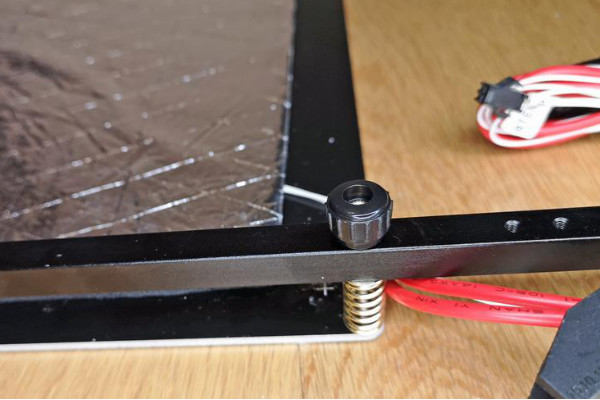
La cama calefactora está montada.

La cama calefactora está montada sobre muelles.
La estructura es suficientemente resistente a la torsión.
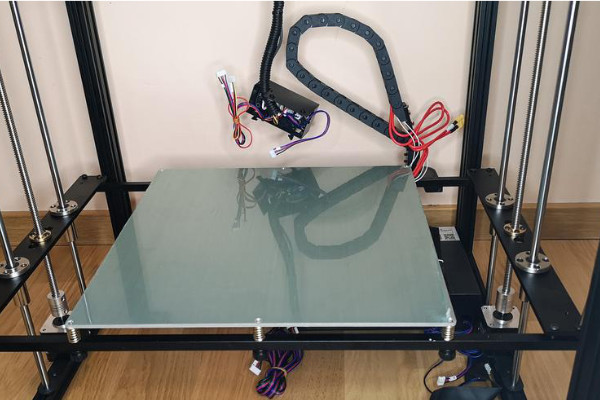
La plancha de impresión se acciona por ambos lados.
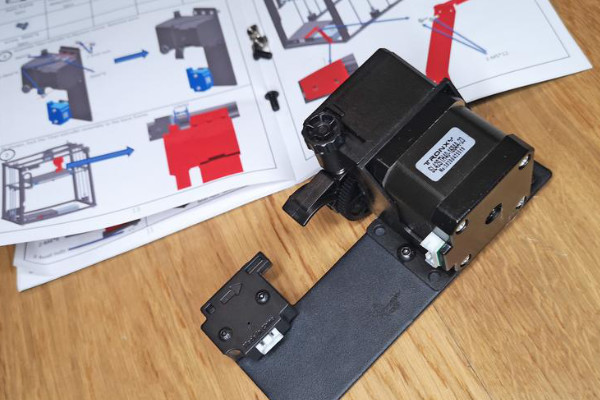
Las instrucciones son suficientes pero no ejemplares.
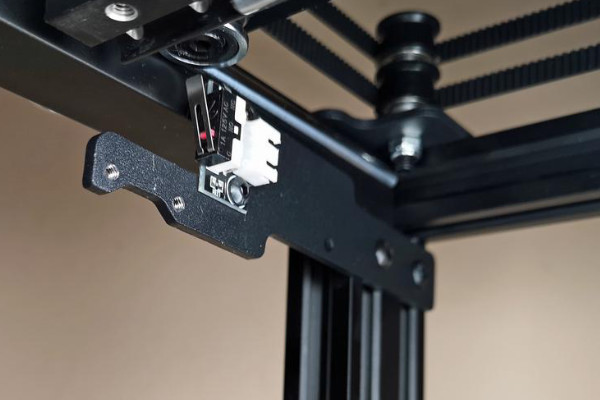
Uno de los finales de carrera.
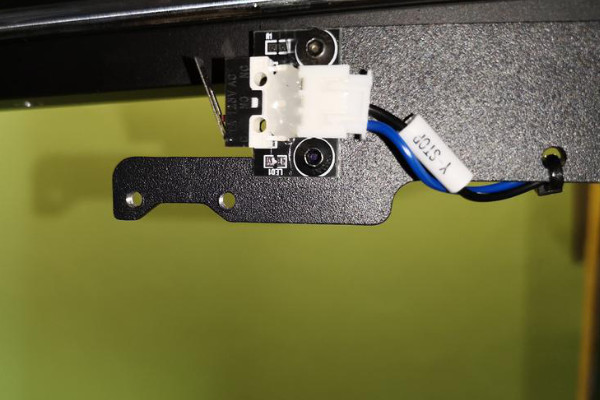
El etiquetado de los componentes electrónicos es muy bueno.
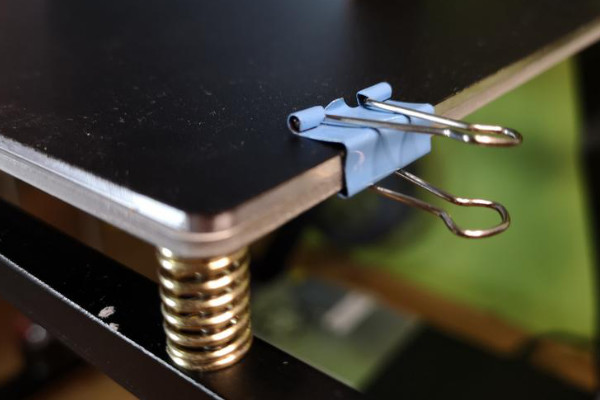
Las pinzas fijan la almohadilla de impresión a la cama calefactora.
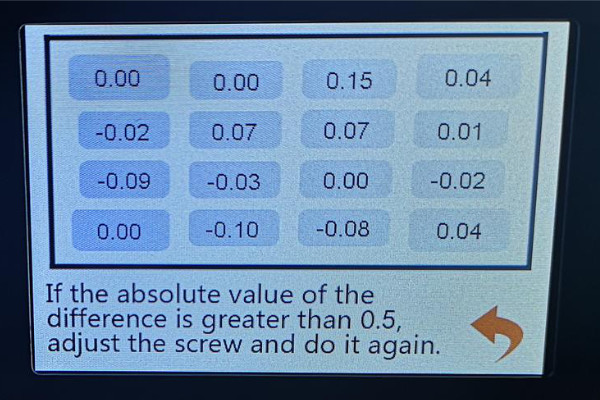
Gracias al sensor de nivelación, el calibrado es relativamente sencillo.
El menú de navegación es sencillo
Las plantillas de prueba tienen un aspecto decente a pesar de que la temperatura de impresión es demasiado alta.
Tronxy X5SA Pro
Además de los consumibles y un ordenador con software de corte, se necesitan otras cosas para trabajar con una impresora de resina. Además de la espátula y las herramientas para alinear la plataforma de impresión, el volumen de suministro suele incluir algunos juegos de equipos de protección. La mascarilla respiratoria y los guantes desechables son importantes porque la resina líquida no sólo huele mal, sino que también es un peligro para la salud. Para limpiar los productos de impresión acabados es necesario un ciclo de lavado en un baño de isopropanol. Como alternativa, existen resinas que pueden lavarse con agua. Sin embargo, el agua utilizada para la limpieza nunca debe entrar en el ciclo del agua, sino que debe desecharse en el centro de reciclaje. A continuación, la impresión debe poscurarse bajo una lámpara UV adecuada. Para reutilizar la resina no utilizada, es necesario utilizar tamices de pintura finos para eliminar las impurezas. Para el procedimiento completo recomendamos un generoso documento de trabajo y, por ejemplo, la estaciónAnycubic Wash&Cure (informe de prueba) . Mostramos otros accesorios en la guía Los accesorios más importantes para impresoras de resina . Además de las resinas estándar, también existen consumibles con propiedades especiales, pero la selección es significativamente menor que en el caso de los filamentos. Más información en el artículo Flex-Resin: Más elasticidad en las impresoras SLA . Cuánto difieren los ajustes de resinas aparentemente similares se muestra en nuestro artículo Cinco resinas para impresoras SLA en la prueba .

Trabajar con impresoras de resina es mucho más complejo en general.
Precios
Si decides comenzar tu afición de la forma más sencilla posible, inevitablemente acabarás con una impresora FDM. Si desea concentrarse puramente en la impresión, usted debe echar un vistazo más de cerca a los modelos totalmente montados Qidi X-Plus (informe de prueba) y Flashforge Adventurer 3 (informe de prueba) . Aquí es desembalar y empezar. Por ejemplo, el kit pre-ensamblado de la Artillería Hornet (informe de prueba) o el Anycubic Vyper (informe de prueba) es significativamente más barato y todavía sin complicaciones en la construcción . Si se requiere una cámara de presión lo más grande posible, recomendamos el kit de automontaje del Tronxy X5SA (informe de pruebas) o X5SA Plus (informe de pruebas) .
Si la prioridad es la atención al detalle, por ejemplo para pequeñas figuras de juegos de mesa, en última instancia, sólo una impresora de resina como la Anycubic Mono X (informe de prueba) o la económica Creality Halot One (informe de prueba) entran en cuestión.
Conclusión
La entrada en el mundo de las impresoras 3D también es posible para principiantes con ambos procesos de impresión, si se está dispuesto a abordar el tema. Ninguno de los dos métodos funciona sin conocimientos previos, el tema es sencillamente demasiado complejo para ello.
Se necesita una impresora con consumibles y un ordenador para preparar las plantillas 3D. Puedes dibujarlas tú mismo o descargarlas de Internet. Si se utiliza una impresora DLP, se necesita equipo adicional para el postprocesamiento. Para los principiantes, recomendamos echar un vistazo a la barata pero muy buena Creality Halot One (informe de prueba) .
En general, las impresoras FDM nos parecen más adecuadas para los principiantes. Por un lado, esto se debe a los menores costes de adquisición y mantenimiento, así como al menor esfuerzo general en comparación con el trabajo con resina. Presentamos los modelos más baratos en el artículo Las 15 impresoras 3D más baratas . Recomendamos la económica Artillery Hornet (informe de prueba) o la mejor equipada Anycubic Vyper (informe de prueba) . Si desea imprimir en 3D sin necesidad de montaje, debería echar un vistazo a la Flashforge Adventurer 3 totalmente montada (informe de prueba) . Aunque sólo tiene un espacio de montaje limitado, convenció en la prueba por su fácil manejo y su alta calidad de impresión.
Si todavía está buscando un material de impresión adecuado para empezar, debería echar un vistazo a nuestra prueba comparativa Cinco filamentos Rainbow (PLA) entre 16 y 35 euros . Hay más guías y pruebas individuales en nuestro mundo temático de impresoras 3D .