

🛑 Deja de Malgastar Filamento — Consigue la Hoja de Trucos de Solución de Problemas Gratuita
Antes de comenzar, descarga la hoja de trucos de solución de problemas imprimible gratuita — una referencia para tu banco de trabajo que puedes colgar justo al lado de tu impresora.
Qué incluye:
- 25+ tipos de fallos con descripciones visuales y soluciones rápidas
- Tabla de consulta rápida para PLA, PETG, ABS y Resina
- Incluye código QR con enlaces a tutoriales de reparación avanzados
Navegación Rápida
- Sistema de Solución de Problemas
- Tipos de Fallos
- Warping
- Stringing
- Subextrusión
- Sobreextrusión
- Desplazamiento de Capa
- Ghosting / Ringing
- Z-Banding
- Capa Superior No Sólida
- Pie de Elefante
- Problemas de Calidad
- Problemas de Primera Capa
- Tabla de Soluciones Rápidas
- Problemas con Resina
- Solución de Problemas Avanzada
- Problemas Específicos por Filamento
- Checklist de 30 Segundos
- FAQ
La mayoría de los fallos en impresión 3D se reducen a tres cosas: adhesión a la cama, temperatura y velocidad de impresión. Antes de lanzar tu filamento al otro lado de la habitación, sabe esto: casi cada fallo tiene solución, y con el enfoque correcto, puedes diagnosticar el problema visualmente, rastrear su causa raíz y volver a imprimir en minutos. Esta guía te lleva a través de cada tipo de fallo importante, con descripciones basadas en imágenes, tablas de soluciones rápidas, consejos específicos por filamento y técnicas avanzadas para configuraciones de impresión de alta velocidad.
Cómo Solucionar Problemas de Impresión 3D (Sistema Paso a Paso)
Aquí está la cosa sobre la solución de problemas en impresión 3D: la mayoría de las personas van directamente a los foros, reciben 12 respuestas contradictorias y cambian cinco configuraciones a la vez. Ese es el enfoque incorrecto. Un sistema estructurado te ahorra horas.
Paso 1 – Identifica el Tipo de Fallo
Siempre comienza con tus ojos. ¿El fallo ocurre en la primera capa? ¿A mitad de impresión? ¿La superficie se ve áspera, con hilos o con grumos? El diagnóstico visual reduce inmediatamente tus sospechosos. No adivines — mira.
Pregúntate:
- Dónde ocurre el fallo? (abajo, lados, arriba, en todas partes)
- Cuándo comenzó? (desde el principio, o a mitad de impresión)
- Qué cambió antes de que comenzara? (nuevo filamento, nuevo perfil, modelo diferente)
Esto solo elimina el 60–70% de las causas posibles antes de que siquiera toques una configuración.
Paso 2 – Verifica las 3 Variables Clave
Una vez que hayas identificado el tipo de fallo, revisa los “Tres Grandes” antes de cambiar cualquier otra cosa:
Temperatura — ¿Tu temperatura de boquilla es correcta para el filamento? ¿Tu temperatura de cama es correcta? ¿Estás experimentando heat creep? Una temperatura que esté incluso 5–10°C fuera del ideal puede desencadenar stringing, subextrusión, warping o mala adhesión entre capas.
Velocidad — La velocidad es el culpable más comúnmente pasado por alto. Tu Hotend solo puede fundir cierta cantidad de plástico por segundo. Imprimir más rápido de lo que permite tu flujo volumétrico causa subextrusión — incluso si todo lo demás está perfecto.
Adhesión — ¿Tu cama está nivelada? ¿Tu Z-offset está ajustado? ¿Tu superficie de construcción está limpia? Camas frías, sucias o mal niveladas son la razón #1 de fallos en la primera capa en la solución de problemas de impresión 3D.
Paso 3 – Aplica Soluciones Dirigidas
Una vez que conozcas tu tipo de fallo y hayas verificado los Tres Grandes, aplica la solución más dirigida primero — no un enfoque de escopeta. Cambia una variable a la vez, ejecuta una impresión de prueba (un pequeño cubo de calibración o un parche de primera capa) y evalúa. Así es como lo hacen los profesionales.
Mantén un registro de impresiones. Anota la marca del filamento, configuraciones del perfil, temperatura ambiente y cualquier problema. Te lo agradecerás después.
Tipos de Fallos en Impresión 3D (con Imágenes & Soluciones)
Este es el núcleo de la solución de problemas en impresión 3D — una referencia visual a los tipos de fallos más comunes, qué los causa y cómo solucionarlos.
Warping (Deformación)
Cómo se ve: Las esquinas o bordes de tu impresión se levantan de la cama durante o después de la impresión. La base de la impresión se curva hacia arriba, a veces causando que la impresión se desprenda a mitad del trabajo.

El filamento se despega de los bordes
Causas: Enfriamiento rápido del material, adhesión a la cama insuficiente, imprimir ABS o ASA sin carcasa, temperatura de cama demasiado baja.
Cómo solucionarlo:
- Aumentar la temperatura de la cama (PLA: 60°C, PETG: 70–80°C, ABS: 90–110°C)
- Usar un brim (3–8mm) para extender el área de superficie en contacto con la cama
- Desactivar el ventilador de enfriamiento de pieza para las primeras 3–5 capas
- Cambiar a una placa de acero spring steel PEI — esto es genuinamente un cambio de juego para la adhesión. Muchas impresoras ahora vienen con placas PEI, pero las placas PEI texturizadas aftermarket ofrecen agarre que es notablemente mejor que el vidrio liso
- Para ABS/ASA: usar una carcasa o escudo contra corrientes de aire
Una placa de construcción PEI texturizada de calidad cuesta $20–$40 y elimina los problemas de warping para la mayoría de usuarios de forma permanente. Si estás luchando contra el warping regularmente, es una de las mejoras de mejor valor que existen.
Stringing (Hilado)
Cómo se ve: Delgados hilos de filamento se estiran entre partes de la impresión como telarañas. Común en áreas abiertas, puentes y entre torres de impresión separadas.

Problema de stringing durante la impresión 3D
Causas: Temperatura de impresión demasiado alta, retracción demasiado baja o lenta, el filamento ha absorbido humedad.
Cómo solucionarlo:
- Reducir la temperatura de impresión en incrementos de 5°C (probar con una torre de stringing)
- Aumentar la distancia de retracción (Direct drive: 0.5–2mm; Bowden: 4–7mm)
- Aumentar la velocidad de retracción
- Activar “Modo de peinado” o “evitar cruzar perímetros” en tu slicer
- Seca tu filamento — esto es frecuentemente pasado por alto. El filamento húmedo produce hilado severamente en cualquier configuración de temperatura
🔥 Hablando en serio: si has estado luchando contra el stringing y no has verificado el contenido de humedad de tu filamento, comienza por ahí. Un buen secador de filamento puede transformar tus resultados de la noche a la mañana — especialmente para materiales higroscópicos como PETG y Nylon. Los problemas de calidad de superficie que tomaron días “ajustar” simplemente desaparecen.
Subextrusión
Cómo se ve: Espacios en capas, paredes delgadas, infill faltante, unión débil entre capas. La impresión se ve “hambrienta” — como si no hubiera suficiente plástico saliendo.
Causas: Boquilla parcialmente obstruida, temperatura demasiado baja, velocidad de impresión demasiado alta para la capacidad de flujo de tu Hotend, filamento molido en el extrusor, espacio en el tubo Bowden.
Cómo solucionarlo:
- Realizar un cold pull para limpiar obstrucciones parciales
- Aumentar la temperatura de la boquilla en 5–10°C
- Reducir la velocidad de impresión
- Verificar molienda de filamento (tensión del resorte del extrusor, engranajes desgastados)
- Verificar asentamiento del tubo Bowden (espacio PTFE = zona de obstrucción parcial)
- Aumentar el multiplicador de flujo en 1–2%
- Contaminación de la boquilla por filamentos mezclados: Si cambias regularmente entre tipos o marcas de filamento sin reemplazar la boquilla, los residuos de materiales anteriores pueden obstruir parcialmente el orificio. Esto es especialmente común al pasar de un filamento cargado o compuesto (como fibra de carbono o glow-in-the-dark) de vuelta a un PLA estándar. En caso de duda, reemplaza la boquilla — son económicas y a menudo el culpable invisible detrás de la subextrusión persistente.
Sobreextrusión
Cómo se ve: Superficies con grumos, bordes redondeados, exceso de material en perímetros, voladizos caídos. Las piezas también pueden salir ligeramente sobredimensionadas o demasiado gruesas en general.
Las piezas impresas en 3D salen demasiado gruesas
Causas: Tasa de flujo demasiado alta, temperatura demasiado alta, diámetro de filamento incorrecto en configuraciones del slicer, o ancho de perímetro/extrusión configurado demasiado alto en el slicer.
Cómo solucionarlo:
- Verificar el diámetro del filamento con calibradores (medir 5–10 puntos, promediarlos) — una configuración de diámetro incorrecta en el slicer es un culpable común y fácil de pasar por alto
- Reducir el multiplicador de flujo en 1–2%
- Reducir ligeramente la temperatura de impresión
- Ejecutar una calibración del multiplicador de extrusión
- Verificar el ancho de perímetro en las configuraciones de extrusión de tu slicer — si las piezas consistentemente salen ligeramente demasiado gruesas incluso después de la calibración de flujo, la configuración de ancho de perímetro (extrusión) puede estar configurada más alta de lo que justifica tu diámetro real de boquilla. Ajústalo para que coincida con el tamaño de tu boquilla
Desplazamiento de Capa
Cómo se ve: La impresión se ve como si hubiera sido “deslizada” lateralmente a mitad de camino — las capas por encima de cierto punto están desplazadas de las capas inferiores.
Causas: Correa demasiado floja, motor saltando pasos (demasiada velocidad/aceleración para la corriente del motor), colisión del cabezal de impresión con el modelo, fluctuación de energía.
Cómo solucionarlo:
- Verificar y tensar correas (deben estar tensas pero no como cuerdas de guitarra)
- Reducir velocidad de impresión y aceleración
- Verificar corriente del controlador del motor (si tienes controladores Trinamic, a menudo tienen auto-ajuste)
- Activar “detección de colisión” si tu impresora lo soporta
- Verificar obstrucciones físicas en la trayectoria del pórtico
Ghosting / Ringing
Cómo se ve: Patrones de ondulación en las paredes de tu impresión alrededor de esquinas afiladas o características — como un eco de la esquina repetido en la superficie.
Causas: Vibración en el marco de la impresora, velocidad de impresión excesiva, aceleración demasiado alta, correas flojas, frecuencia de resonancia del marco.
Cómo solucionarlo:
- Tensar correas y verificar rigidez del marco
- Reducir valores de aceleración y jerk
- Activar Input Shaping / Compensación de Resonancia (disponible en Klipper, Bambu, impresoras Creality más nuevas)
- Imprimir sobre una almohadilla amortiguadora de superficie o pies de goma
RECOMENDADO: Causas & Soluciones de Ringing (Ghosting)
Z-Banding
Cómo se ve: Líneas o bandas horizontales que se repiten a intervalos regulares a lo largo de la impresión, creando una textura “bandeada” en las paredes.
Causas: Juego o atasco del husillo del eje Z, movimiento inconsistente del motor del eje Z, altura de capa coincidiendo con artefactos del paso del husillo.
Cómo solucionarlo:
- Limpiar y lubricar ligeramente el husillo del eje Z
- Verificar juego del husillo (acoplamiento flojo entre motor y husillo)
- Probar una altura de capa diferente que no se alinee con el paso del husillo
- Verificar tuercas excéntricas del eje Z por atasco
Capa Superior No Sólida
Cómo se ve: La superficie superior de la impresión se ve incompleta — pequeños agujeros, espacios o una textura tipo malla en lugar de una superficie sólida y cerrada.
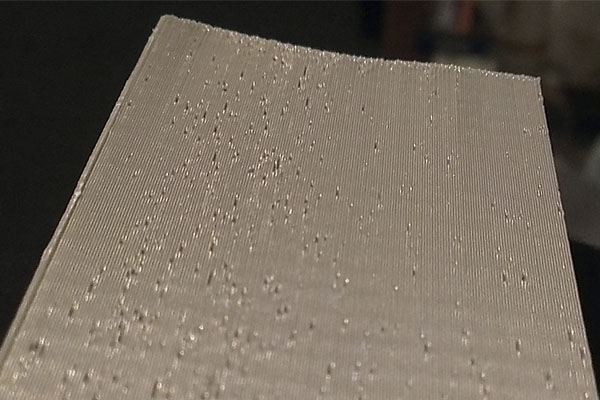
Pequeños agujeros en la parte superior de la capa
Causas: Muy pocas capas superiores, densidad de infill demasiado baja para soportar la superficie superior, enfriamiento demasiado agresivo en las capas finales, o velocidad de impresión demasiado alta para capas superiores.
Cómo solucionarlo:
- Aumentar el número de capas superiores sólidas (mínimo 4–5 es un buen punto de partida; aumentar para superficies planas grandes)
- Aumentar la densidad de infill — la superficie superior necesita infill debajo para hacer puente sobre él
- Reducir la velocidad de impresión específicamente para capas superiores sólidas (muchos slicers te permiten configurar una velocidad separada para capas superiores)
- Asegurar que tu tasa de flujo esté calibrada — la subextrusión afecta especialmente visiblemente a las capas superiores
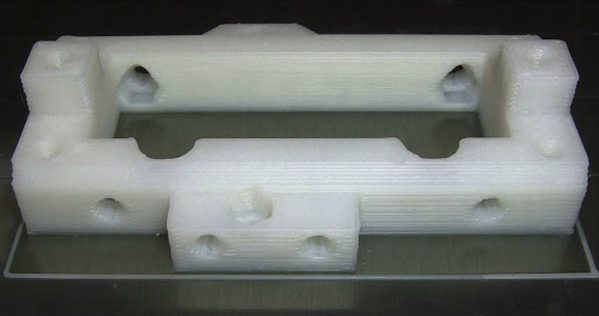
Pie de Elefante
Cómo se ve: Las capas inferiores de la impresión se abultan hacia afuera, como si la impresión tuviera pies “gordos”. Las dimensiones en la base son más anchas de lo que deberían ser.
Causas: Temperatura de cama demasiado alta para las primeras capas, primera capa demasiado aplastada (Z-offset demasiado cercano), enfriamiento insuficiente para capas inferiores.
Cómo solucionarlo:
- Reducir ligeramente la temperatura de la cama
- Aumentar Z-offset (elevar ligeramente la boquilla de la cama)
- Agregar una expansión horizontal negativa de primera capa en tu slicer (−0.1 a −0.3mm)
- Activar ventilador de enfriamiento desde la capa 1
Solución de Problemas de Calidad en Impresión 3D
Problemas de Calidad de Superficie
Blobs & Zits aparecen como pequeñas protuberancias en paredes por lo demás lisas. Generalmente son causados por acumulación de presión en la boquilla durante movimientos de desplazamiento. Solución: activar “Wipe before retract” y ajustar configuraciones de retracción. La ubicación de la costura también importa — mueve la costura a una esquina trasera donde esté oculta.
Superficies Ásperas o Inconsistentes son a menudo el primer síntoma visible de filamento húmedo. La humedad se convierte en vapor dentro del Hotend, causando micro-explosiones que interrumpen la consistencia del flujo. La superficie se ve casi como cáscara de naranja.
Seca tu filamento. Punto. El filamento húmedo está detrás de más problemas de calidad de superficie “misteriosos” que casi cualquier otra variable. Un secador de filamento de calidad — el tipo que mantiene la temperatura consistentemente durante horas — es uno de los accesorios de mayor impacto que puedes agregar a tu configuración. No es solo para Nylon. PLA y PETG ambos absorben humedad e imprimen notablemente peor por ello. Una vez que pruebes imprimir con filamento correctamente secado, no volverás atrás.
Sonidos de Popping o Cracking desde la Boquilla son otra señal de alerta temprana. Si escuchas un sonido de popping o cracking — como palomitas — durante la impresión, la humedad en el filamento se está vaporizando dentro del Hotend. El agua se convierte en vapor y estalla a través de la zona de fusión, creando pops audibles y disrupción visual en la extrusión. Esto es más común con filamentos higroscópicos como Nylon, PETG y ABS. PLA es menos susceptible pero no inmune. Solución: secar el filamento inmediatamente. Si los sonidos persisten después de secar, el filamento puede tener burbujas de aire de fabricación — cambia a una marca de mayor calidad.
Filamento Rompiéndose de la Bobina antes de que siquiera llegue al extrusor es señal de un defecto de fabricación o daño por humedad. El filamento degradado por humedad se vuelve quebradizo y se rompe fácilmente cuando se dobla. PLA es particularmente propenso a volverse quebradizo con el tiempo si se almacena incorrectamente, incluso si no parece visiblemente húmedo. Solución: almacenar filamento en contenedores sellados con desecante, secar antes de usar, y elegir marcas reputadas con calidad de fabricación consistente.
Calidad de Impresión Deteriorándose con el Tiempo — si una impresora que solía producir resultados limpios ha empeorado lentamente sin cambios obvios, los residuos acumulados dentro de la boquilla son un culpable probable. Durante muchas horas de impresión, pequeñas partículas del filamento (especialmente si has cambiado entre marcas o materiales sin cambiar la boquilla) pueden obstruir parcialmente el orificio de la boquilla, reduciendo el diámetro efectivo y causando extrusión inconsistente. Solución: medir el diámetro de la salida de la boquilla y comparar con cuando era nueva, o simplemente reemplazar la boquilla — son económicas y a menudo pasadas por alto como pieza de desgaste.
Problemas de Precisión Dimensional
Si tus impresiones son ligeramente demasiado grandes o pequeñas, verifica:
- Calibración de tasa de flujo (multiplicador de extrusión)
- Configuraciones de expansión horizontal en el slicer
- Temperatura (demasiado caliente = ligera expansión del material)
- Si tus pasos por mm están calibrados (especialmente después de cambios importantes de hardware)
Apunta a ±0.1–0.2mm de precisión para piezas funcionales. Para cualquier cosa que requiera tolerancias ajustadas, imprime piezas de prueba y mide antes de comprometerte con el modelo completo.
Fallas Estructurales
Impresiones que se rompen fácilmente a menudo tienen adhesión de capas débil. Causas: temperatura de impresión demasiado baja, velocidad demasiado alta (no hay suficiente tiempo para que las capas se unan), orientación incorrecta (imprimir piezas de pie para mayor resistencia en Z, o planas para resistencia XY dependiendo de la dirección de la tensión).
Solución de Problemas en Impresión 3D: Problemas de Primera Capa
La primera capa lo es todo. Es la fundación sobre la que descansa toda tu impresión, y la solución de problemas de primera capa en impresión 3D es posiblemente la habilidad más importante a desarrollar.
Primera Capa que No se Adhiere
Este es el problema de solución de problemas en impresión 3D más buscado, y viene en múltiples formas:
Nivelación de Cama: Nivelación desigual significa que algunas áreas de la cama están demasiado lejos de la boquilla (sub-aplastado = no se adhiere) o demasiado cerca (la boquilla raspa = líneas inconsistentes). Usa la nivelación de cama en malla de tu impresora si está disponible, y ejecútala regularmente — especialmente después de mover la impresora o cambiar la placa de construcción.
Z-Offset: Tu Z-offset determina qué tan cerca está la boquilla de la cama en la primera capa. Demasiado lejos = el filamento no se une a la cama. Demasiado cerca = la boquilla arrastra a través del material y raspa. El objetivo es una primera capa ligeramente aplastada — deberías ver que las líneas se mezclan ligeramente en lugar de sentarse separadas y redondas.
Temperatura de Cama: Las camas frías son hostiles a la adhesión. Asegúrate de que la cama esté completamente saturada de calor antes de comenzar (esperar 3–5 minutos después de alcanzar la temperatura). Verifica la temperatura real de la superficie de la cama con un termómetro IR — el valor mostrado y la temperatura real de superficie pueden diferir.
Superficie de Construcción: Las placas PEI, vidrio con barra de pegamento, garolite o placas texturizadas tienen todas propiedades de adhesión diferentes. Adapta tu superficie a tu material:
- PLA: PEI texturizado (excelente), PEI liso (bueno), vidrio con laca (bueno)
- PETG: PEI texturizado (bueno), PEI liso con agente de liberación (usar con moderación — ¡el PETG puede arrancar el PEI!)
- ABS/ASA: PEI liso, Garolite, barbotina ABS
Mejora que vale la pena notar: Si todavía estás imprimiendo en la superficie lisa de stock que venía con una impresora de nivel de entrada, una placa de acero spring steel PEI texturizada es una mejora de $20–$40 que cambia fundamentalmente la experiencia de impresión. Las impresiones se despegan fácilmente cuando se enfrían, se adhieren confiablemente cuando están calientes, y la textura disimula imperfecciones de primera capa bellamente. Es el accesorio más recomendado en la comunidad de impresión 3D — por buena razón.
Primera Capa Demasiado Aplastada
Señales: las líneas de la primera capa se emborronan juntas, la superficie se ve brillante y sobre-trabajada, o la boquilla arrastra a través del cordón.
Solución: Eleva tu Z-offset en pequeños incrementos (0.05mm a la vez). Re-ejecuta una prueba de primera capa después de cada ajuste.
Impresión Pegada a la Plataforma de Construcción
El problema opuesto — impresiones que no se liberan después de enfriar — es igual de frustrante. Esto generalmente se debe a usar la superficie de adhesión incorrecta o el ayuda-adhesión incorrecto para tu tipo de filamento.
Causas: Superficie de adhesión incompatible con el filamento (ej. PETG en PEI liso), temperatura de cama todavía demasiado alta al intentar retirar la impresión, o promotor de adhesión aplicado demasiado generosamente.
Cómo solucionarlo:
- Dejar que la impresión se enfríe completamente antes de intentar retirarla — muchas superficies se liberan automáticamente cuando están frías (especialmente placas PEI de acero spring steel)
- Verificar que tu superficie de construcción coincida con tu filamento. El PETG es conocido por unirse demasiado agresivamente a superficies PEI lisas — usa un agente de liberación (capa delgada de barra de pegamento o laca como barrera de liberación), o cambia a PEI texturizado
- Si usas camas de vidrio o espejo, asegurar que el ayuda-adhesión correcto coincida con tu filamento
- Nunca forzar una impresión fuera de una cama caliente — es probable el daño a la superficie de impresión o a la placa de construcción
Primera Capa Desigual
Síntomas: algunas áreas de la primera capa se ven geniales mientras que otras están demasiado lejos o demasiado cerca.
Solución: Re-ejecutar nivelación de cama en malla. Si tu impresora no tiene ABL (Nivelación Automática de Cama), un sensor BLTouch o CR Touch es una mejora que vale la pena — mapea la superficie de la cama y compensa cualquier deformación o desigualdad automáticamente.
Los sensores de nivelación automática como el BLTouch, CR Touch o Beacon (inductivo) son una inversión particularmente buena para impresoras sin ABL integrado. Reducen el tiempo dedicado a trammar la cama a casi cero y hacen que toda la experiencia de impresión sea significativamente menos frustrante. Si estás gastando más de 10 minutos nivelando tu cama por sesión de impresión, esta mejora se paga sola en tiempo ahorrado en semanas.
Problemas Comunes de Impresión 3D y Soluciones (Tabla de Soluciones Rápidas)
| Problema | Causa Más Probable | Solución Rápida |
|---|---|---|
| La impresión no se adhiere a la cama | Z-offset demasiado alto, cama no lo suficientemente caliente, superficie sucia | Re-nivelar, aumentar temperatura de cama, limpiar con IPA |
| Stringing | Temperatura demasiado alta, retracción demasiado baja, filamento húmedo | Secar filamento, bajar temperatura, aumentar retracción |
| Subextrusión | Obstrucción parcial, velocidad demasiado alta, temperatura demasiado baja | Cold pull, reducir velocidad, aumentar temperatura |
| Warping | Enfriamiento demasiado rápido, sin brim, temperatura demasiado baja | |
| Desplazamiento de capa | Correas flojas, motores saltando, colisión | Tensar correas, reducir velocidad/aceleración |
| Ghosting / Ringing | Vibración, alta velocidad, marco flojo | Activar input shaping, reducir aceleración |
| Z-Banding | Problemas de husillo | Lubricar, verificar acoplador, cambiar altura de capa |
| Pie de elefante | Z demasiado bajo, cama demasiado caliente | Aumentar Z-offset, reducir temperatura de cama |
| Blobs & Zits | Problemas de retracción/presión | Activar wipe, ajustar retracción, usar configuraciones de costura |
| Mala calidad de superficie | Filamento húmedo, temperatura, velocidad | Secar filamento, ajustar temperatura y velocidad |
| Impresiones débiles | Temperatura baja, demasiado rápido, orientación incorrecta | Aumentar temperatura, reducir velocidad, reorientar impresión |
| Capa superior no sólida | Muy pocas capas superiores, infill bajo, subextrusión | |
| Sonidos de popping desde la boquilla | Filamento húmedo, burbujas de aire de fabricación | Secar filamento, probar marca de calidad |
| Filamento rompiéndose de la bobina | Humedad, filamento quebradizo | Secar filamento, almacenar con desecante |
| Impresión pegada a la plataforma | Superficie/ayuda-adhesión incorrecto para filamento | Usar agente de liberación, adaptar superficie al material, enfriar completamente |
| Calidad empeorando con el tiempo | Orificio de boquilla estrechado por acumulación de partículas | Limpiar o reemplazar boquilla |
| Piezas consistentemente sobredimensionadas | Ancho de perímetro demasiado alto en slicer | Ajustar ancho de extrusión/perímetro para coincidir con boquilla |
| Agujeros de alfiler en paredes de impresión | Humedad en filamento (especialmente ABS) | Secar filamento, almacenar lejos de humedad |
Problemas de Impresión con Resina y Soluciones
La impresión con resina (MSLA/SLA) introduce un conjunto diferente de desafíos comparado con FDM. Las variables clave son tiempo de exposición, estrategia de soportes y manejo de resina.
Impresiones que No se Adhieren a la Plataforma de Construcción
El fallo más común en resina. Causas: tiempo de exposición demasiado bajo para las capas inferiores, plataforma de construcción no nivelada o demasiado lejos del FEP, conteo incorrecto de capas inferiores, resina demasiado fría.
Solución:
- Re-nivelar la plataforma de construcción (método del papel o procedimiento del fabricante)
- Aumentar el tiempo de exposición de capas inferiores (comenzar en 2–3x tu exposición normal por capa)
- Aumentar el conteo de capas inferiores (6–10 capas es un punto de partida común)
- Calentar tu resina a 20–25°C — la resina fría no cura ni fluye consistentemente
- Limpiar la película FEP y verificar rayones o turbidez
Separación de Capas
Impresiones que parecen tener capas que no se unieron o se delaminaron. Causas: tiempo de exposición normal demasiado bajo, resina no agitada antes de usar, trayectoria de luz UV obstruida (FEP o pantalla sucia).
Solución:
- Aumentar el tiempo de exposición normal
- Agitar o revolver la resina completamente antes de imprimir
- Limpiar la película FEP y la pantalla LCD (verificar polvo)
Soportes que Fallan
Soportes que se rompen a mitad de impresión o no se adhieren al modelo correctamente son una pesadilla. Esto es una combinación de configuraciones de slicer y orientación del modelo.
Solución:
- Aumentar el diámetro de la punta del soporte y profundidad de penetración
- Usar soportes medios o pesados para superficies planas grandes
- Inclinar el modelo 30–45° para reducir fuerzas de succión y áreas planas grandes
- Reducir velocidad de elevación en el FEP — elevaciones más lentas previenen fallos de soportes causados por succión
Impresiones Pegajosas o No Curadas
Si tus impresiones terminadas están blandas, pegajosas o flexibles cuando no deberían estarlo: sub-curado durante la impresión, o sub-curado durante los pasos de lavado y post-procesamiento.
Solución:
- Aumentar el tiempo de exposición (ejecutar una impresión de calibración de exposición de resina como el “Ameralabs town”)
- Asegurar que tu estación de lavado esté removiendo toda la resina no curada (IPA o solución de lavado específica para resina, 2–5 minutos)
- Verificar tu estación de curado UV — asegurar exposición de 360° y tiempo de curado adecuado (típicamente 2–5 minutos por lado)
Para impresión con resina, los accesorios que más importan son una estación de lavado y curado de calidad, guantes de nitrilo y almacenamiento adecuado de resina. Si estás lavando impresiones en una tina de IPA sin calentamiento, estás dejando rendimiento sobre la mesa. Las estaciones dedicadas de lavado y curado dan resultados consistentes cada vez.
Solución de Problemas Avanzada: Impresión de Alta Velocidad 2026
Si estás ejecutando una Bambu, una Creality de alta velocidad (serie K1), una construcción CoreXY, o una Voron/RatRig ajustada, el consejo estándar de solución de problemas solo te lleva hasta cierto punto. La impresión de alta velocidad introduce sus propios modos de fallo que requieren entender algo de física subyacente.
El Límite de Tasa de Flujo Volumétrico (El “Muro del Flujo”)
Este es el concepto más importante para la solución de problemas en impresión 3D a velocidad — y la mayoría de las guías lo omiten completamente.
Tasa de flujo volumétrico se mide en mm³/s. Representa cuánta plástico fundido puede empujar tu Hotend a través de la boquilla por segundo. Cada Hotend tiene un techo. Excederlo y obtienes subextrusión — no porque tu extrusor sea débil, sino porque el filamento literalmente no puede fundirse lo suficientemente rápido.
Así es como funciona en la práctica:
- Un Hotend estándar de boquilla de latón (estilo V6) típicamente alcanza un máximo de alrededor de 8–12 mm³/s
- Los Hotends de alto flujo (Volcano, Dragon Highflow, Bambu acero endurecido) pueden manejar 20–30+ mm³/s
- Velocidad de impresión × altura de capa × ancho de línea = tasa de flujo volumétrico
Entonces, si configuras tu velocidad de impresión a 300 mm/s con una boquilla de 0.4mm a 0.2mm de altura de capa y 0.45mm de ancho de línea, estás demandando 300 × 0.2 × 0.45 = 27 mm³/s. Si tu Hotend alcanza un máximo de 12 mm³/s, obtendrás subextrusión severa cada vez — y ajustar retracción o temperatura no lo solucionará.
La solución: Conoce el límite de flujo de tu Hotend. Configura una tasa de flujo volumétrico máxima en tu slicer (OrcaSlicer, Bambu Studio, PrusaSlicer todos soportan esto). Deja que el slicer calcule la velocidad realmente alcanzable, en lugar de adivinar.
Si estás impulsando la impresión de alta velocidad seriamente, una actualización de Hotend es a menudo el cuello de botella que no estás viendo. La diferencia entre un clon V6 estándar y un Hotend de alto flujo como una boquilla de acero endurecido Bambu o un Revo Voron puede ser 2–3× la tasa de flujo imprimible — significando impresiones 2–3× más rápidas al mismo nivel de calidad.
Input Shaping & Compensación de Vibraciones
A altas velocidades, el marco de la impresora vibra. Estas vibraciones se propagan en la impresión como artefactos de ghosting/ringing. El Input Shaping (también llamado Compensación de Resonancia o Pressure Advance) es una característica de firmware que cancela activamente estas vibraciones modificando el perfil de movimiento.
Calibración ADXL345: Muchas impresoras modernas (Bambu, Creality K1, máquinas basadas en Klipper) vienen con acelerómetros integrados para auto-ajuste de input shaping. Si la tuya no tiene:
- Un módulo sensor ADXL345 cuesta alrededor de $5
- Klipper lo soporta nativamente con el comando `SHAPER_CALIBRATE`
- Marlin tiene soporte experimental
Qué vigilar: El input shaping no es magia. Si tu marco es fundamentalmente endeble, reducirás el ringing pero no lo eliminarás. Agregar amortiguadores de peso al marco, usar motores paso a paso más grandes o actualizar a un diseño CoreXY ayudan todos.
Fallos de Impresión de Alta Velocidad
A altas velocidades, varios modos de fallo se vuelven más comunes:
Subextrusión a velocidad: Como se cubrió arriba — verifica límites de flujo volumétrico. También verifica agarre del extrusor (un extrusor texturizado o de doble impulsión como un BMG o Orbiter mantiene el agarre a altas velocidades mejor que un estilo de impulsión única MK8).
Límites de enfriamiento: Imprime lo suficientemente rápido y la capa inferior no se ha solidificado antes de que la siguiente capa caiga sobre ella. Esto causa voladizos caídos, fusión de capas y mal puenteo. Las impresoras de alta velocidad necesitan enfriamiento agresivo — ventiladores sopladores duales 5015 o equivalente. Si estás ejecutando un solo ventilador 4010 a 300mm/s, alcanzarás límites de enfriamiento mucho antes que límites de velocidad.
Stringing a velocidad: La extrusión de alta velocidad significa más presión en la boquilla — lo que significa que necesitas retracción más agresiva o calibración de pressure advance para prevenir el stringing.
Filamentos HF vs. Filamentos Estándar
Las variantes “High-Flow” (HF) de filamentos estándar como PETG HF, PLA HF o ASA HF están específicamente formuladas para trabajar a tasas de flujo volumétrico más altas con menor viscosidad a temperaturas de impresión.
Por qué importan los perfiles: Los filamentos HF a menudo requieren temperaturas diferentes, retracción y configuraciones de ventilador que las versiones estándar. No asumas que tu perfil estándar de PETG funcionará para PETG HF. La mayoría de los grandes perfiles de slicer en OrcaSlicer o Bambu Studio tienen perfiles HF dedicados — úsalos.
Solución de Problemas en Impresión 3D por Tipo de Filamento
Diferentes filamentos fallan de diferentes maneras. Aquí está qué vigilar con cada uno:
PLA
El filamento más indulgente. Problemas comunes: stringing (generalmente temperatura o humedad), mala adhesión a la cama en habitaciones frías, fragilidad con el tiempo (especialmente si se almacena incorrectamente o degradado por humedad).
- Temperatura de impresión: 190–220°C
- Temperatura de cama: 50–65°C
- Solución común: Secar filamento antes de usar, usar placa PEI, asegurar enfriamiento de pieza de 30–100%
PETG
Más fuerte y flexible que PLA, pero más exigente. Conocido por stringing, problemas de adhesión a la cama (especialmente a PEI) y naturaleza higroscópica.
- Temperatura de impresión: 230–250°C
- Temperatura de cama: 70–85°C
- Soluciones comunes: Secar completamente antes y durante la impresión, usar PEI texturizado (no liso — ¡el PETG puede unirse demasiado agresivamente al PEI liso!), activar Z-hop, reducir retracción ligeramente
Si estás usando una variante PETG de alto flujo, reduce la temperatura en 5–10°C comparado con PETG estándar. Fluye mucho más libremente a las mismas temperaturas, lo que puede causar stringing si no se ajusta.
ABS
Material funcional con resistencia a altas temperaturas, pero desafiante sin carcasa.
- Temperatura de impresión: 230–250°C
- Temperatura de cama: 100–110°C
- Soluciones comunes: Encerrar la impresora (el cartón funciona en un apuro), usar barbotina ABS o placa Garolite, desactivar ventilador de enfriamiento de pieza, usar brim o raft
- Fallo clave: Warping y delaminación de capas por estrés térmico. Sin una carcasa, la impresión ABS está luchando contra la temperatura ambiente constantemente.
TPU (Flexible)
El filamento más divertido de imprimir y el más molesto de ajustar. El TPU no se comprimirá-tirará de forma confiable a través de un tubo Bowden a velocidad.
- Temperatura de impresión: 220–240°C
- Temperatura de cama: 30–60°C (a menudo no se necesita calor)
- Problemas clave: Subextrusión (el TPU se comprime en el extrusor), stringing (el TPU es pegajoso)
- Soluciones comunes: Extrusor Direct Drive es esencialmente requerido, reducir velocidad (20–30mm/s para la mayoría de grados), desactivar retracción o usar retracción mínima (0.5–1mm), asegurar que la trayectoria del extrusor esté libre de bordes afilados
Nylon
Filamento de alto rendimiento con excelente unión de capas y flexibilidad, pero extremadamente higroscópico.
- Temperatura de impresión: 240–270°C (PA6), 220–250°C (PA12)
- Temperatura de cama: 70–90°C
- Carcasa: Requerida o fuertemente recomendada
- Crítico: El Nylon debe estar seco. Si ha estado abierto por más de unas pocas horas en condiciones húmedas, necesita secado. El Nylon húmedo no solo produce stringing — hace espuma, produce mala adhesión de capas e imprime con burbujas de superficie visibles.
- Superficie de cama: Garolite (FR4) es el estándar de oro para adhesión de Nylon. El PEI puede funcionar con el promotor de adhesión correcto.
Para Nylon y cualquier impresión de material avanzado, un secador de filamento de calidad que mantenga una temperatura configurada consistentemente no es opcional — es el prerequisito para el éxito. Los deshidratadores de alimentos económicos funcionan pero fluctúan en temperatura y no sellan bien. Un secador de filamento construido para este propósito con control preciso de temperatura y pantalla de humedad hace una diferencia real.
El Checklist de Solución de Problemas de 30 Segundos
Antes de cambiar una sola configuración, ejecuta este checklist. La mayoría de los fallos comunes de impresión 3D se detectan justo aquí:
Descargar la Guía Completa de Solución de Problemas en Impresión 3D (PDF)
Hemos compilado todo en esta guía — más workflows de calibración adicionales, tablas avanzadas de resina y el protocolo de secado de filamento — en un solo póster para sala de impresión y referencia de banco de trabajo.
Qué obtienes:
- La referencia visual completa de tipos de fallos (25+ tipos)
- Tabla de consulta rápida para FDM y Resina
- El Checklist de 30 Segundos (listo para imprimir)
- Guía de secado de filamento con temperaturas para cada material
- Códigos QR con enlaces a walkthroughs de video de reparaciones avanzadas
- Funciona para PLA, PETG, ABS, TPU, Nylon y Resina
Esta es la referencia que realmente usarás. No un PDF que descargas y olvidas — sino uno al que consultarás en la impresora.
FAQ: Solución de Problemas en Impresión 3D
¿Por qué mis impresiones 3D siguen fallando?
Las razones más comunes por las que fallan las impresiones 3D son problemas de adhesión a la cama, configuraciones de temperatura incorrectas y velocidad que excede la capacidad de flujo volumétrico de tu Hotend. Comienza verificando tu Z-offset y nivelación de cama, verifica que tu filamento esté seco, y asegúrate de que tu temperatura de impresión sea correcta para tu material específico. Aproximadamente el 80% de los fallos de impresión se remontan a una de estas tres causas.
¿Cuál es el problema más común en impresión 3D?
Los problemas de adhesión de primera capa son el problema más común en impresión 3D en todos los niveles de experiencia. Ya sea warping, fallo de adhesión o una primera capa desigual, la fundación de tu impresión es el punto de mayor palanca para optimizar. Invierte en una superficie de construcción de calidad, ajusta tu Z-offset, y activa la nivelación de cama en malla si tu impresora lo soporta.
¿Por qué mi impresora 3D se detiene a mitad de impresión?
Las paradas a mitad de impresión generalmente provienen de una de estas causas: heat creep (calor viajando hacia arriba en el Hotend y causando un atasco por encima de la zona de fusión — generalmente por enfriamiento insuficiente del Hotend), interrupciones de energía (usa un UPS si esto ocurre repetidamente — muchas impresoras ahora soportan recuperación ante pérdida de energía), thermal runaway (característica de seguridad que detiene la impresión si la temperatura cae inesperadamente — verifica conexiones del termistor), o problemas de firmware (particularmente si usas G-code personalizado o una macro de recuperación de impresión). El heat creep es el culpable más común en impresiones largas y a menudo va acompañado de un aumento gradual en la resistencia de extrusión antes de que la impresión se detenga completamente.
¿Cómo soluciono mala calidad de impresión?
La mala calidad de impresión es generalmente una combinación de problemas de calibración y material. Comienza con lo básico: seca tu filamento, nivela la cama, y verifica configuraciones de temperatura y velocidad. Luego pasa a la calibración: ejecuta una calibración de tasa de flujo, una torre de temperatura y una prueba de retracción. Para problemas específicos de calidad de superficie como ghosting, activa input shaping si está disponible. Para stringing, una combinación de configuraciones de temperatura, retracción y velocidad de desplazamiento típicamente lo resuelve en 2–3 impresiones de prueba.
¿Qué es la tasa de flujo volumétrico y por qué importa para la solución de problemas en impresión 3D?
La tasa de flujo volumétrico (mm³/s) es la cantidad máxima de filamento fundido que tu Hotend puede emitir por segundo. Es el techo oculto que causa subextrusión a altas velocidades. Muchos usuarios ajustan retracción y temperatura sin fin sin darse cuenta de que su impresora simplemente no puede empujar tanto plástico tan rápido. Verifica el límite de flujo nominal de tu Hotend, calcula tu demanda de flujo actual (velocidad × altura de capa × ancho de línea), y configura una tasa de flujo volumétrico máxima en tu slicer para prevenir que la impresora exceda sus límites físicos.
¿Es realmente necesario un secador de filamento?
Para PLA y PETG en entornos de baja humedad, podrías arreglártelas sin uno — por un tiempo. Pero para Nylon, TPU, ABS y la mayoría de los filamentos de ingeniería, un secador de filamento es efectivamente obligatorio para resultados consistentes. Incluso PLA y PETG se degradan mediblemente en climas húmedos después de 24–48 horas de exposición. Si estás en una región costera, tropical o de alta humedad, un secador de filamento no es un accesorio opcional — es equipo fundamental.
Pensamientos Finales: El Hábito de Solución de Problemas Más Importante
Los mejores solucionadores de problemas en impresión 3D comparten un rasgo: cambian una variable a la vez. Es tentador ajustar temperatura, velocidad y retracción simultáneamente, pero hacerlo hace imposible saber qué realmente solucionó el problema — o causó uno nuevo.
Construye un proceso. Usa el checklist de 30 segundos antes de cada impresión. Mantén un registro simple. Trata tu impresora como una herramienta de precisión, no como una máquina tragamonedas.
E invierte en los accesorios correctos. La diferencia entre luchar con tu impresora en cada sesión y verla producir impresiones de calidad de forma confiable a menudo se reduce a algunas mejoras dirigidas: una superficie de construcción de calidad, un secador de filamento, y — si estás impulsando altas velocidades — un Hotend adecuado que pueda seguir el ritmo de tus ambiciones.
La impresora rara vez es el problema. Usualmente es el proceso.
¿Listo para Solucionar tus Problemas de Impresión 3D?
Descarga nuestra guía completa de solución de problemas con referencias visuales, tablas de soluciones rápidas y consejos específicos por filamento para volver a impresiones exitosas más rápido.
¿Tienes un tipo de fallo que no está cubierto aquí? Déjalo en los comentarios y lo agregaremos a la guía.
Esta guía se actualiza regularmente. Última actualización: 2026.